Introduction
Materials Suitable for Laser Marking






Key Advantages of Laser Marking
High Precision and Detail
Laser marking provides extremely precise and detailed markings, making it ideal for small components and intricate designs. The focused laser beam can produce fine lines, micro text, complex logos, barcodes, and QR codes with exceptional clarity and accuracy.
Permanent and Durable Marks
Laser marks are highly durable and resistant to wear, heat, chemicals, and environmental exposure. Because the laser alters the material surface itself, the markings remain permanent and legible throughout the product’s lifecycle without fading or peeling.
Non-Contact Process
Laser marking is a non-contact method, meaning the laser beam does not physically touch the material. This eliminates mechanical stress, deformation, or damage to delicate components, making it suitable for fragile parts and precision manufacturing applications.
Wide Material Compatibility
Laser marking systems can mark a wide range of materials, including metals, plastics, ceramics, glass, and coated surfaces. Different laser types, such as fiber, CO2, and UV lasers, allow manufacturers to achieve optimal results on various materials.
High Speed and Efficiency
Laser marking systems operate at high speeds and can easily integrate into automated production lines. The process requires minimal setup time and can quickly mark large quantities of products, significantly improving manufacturing productivity and efficiency.
Environmentally Friendly Operation
Unlike traditional marking methods that rely on inks, solvents, or chemicals, laser marking is a clean process. It generates minimal waste and eliminates consumables, helping manufacturers reduce environmental impact and maintain cleaner production environments.
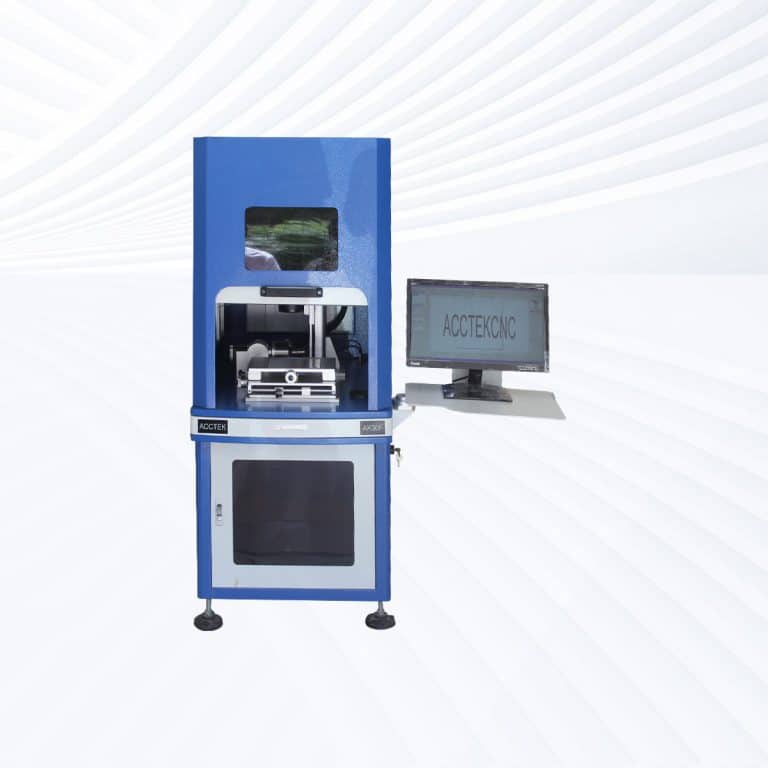
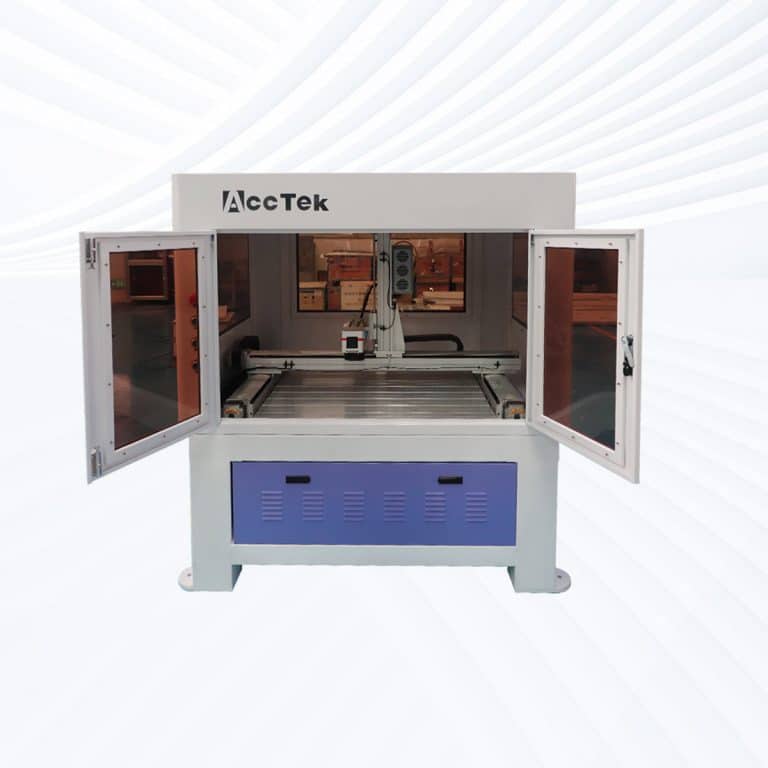
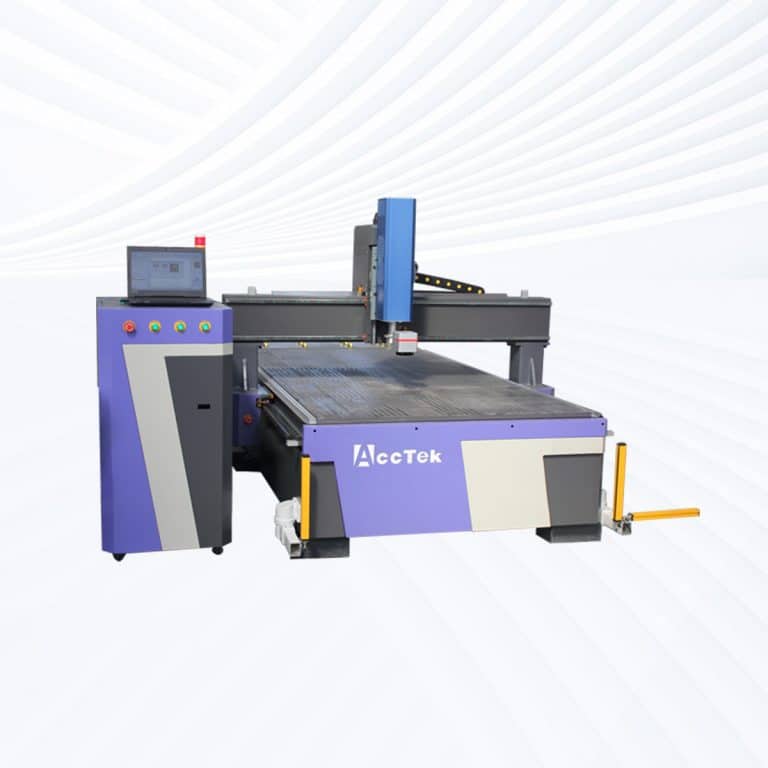
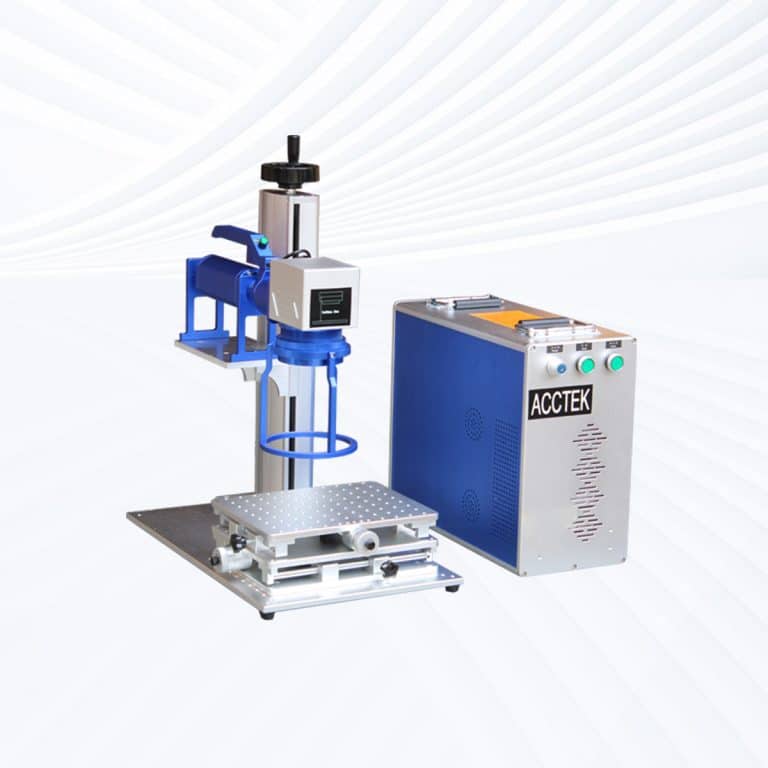
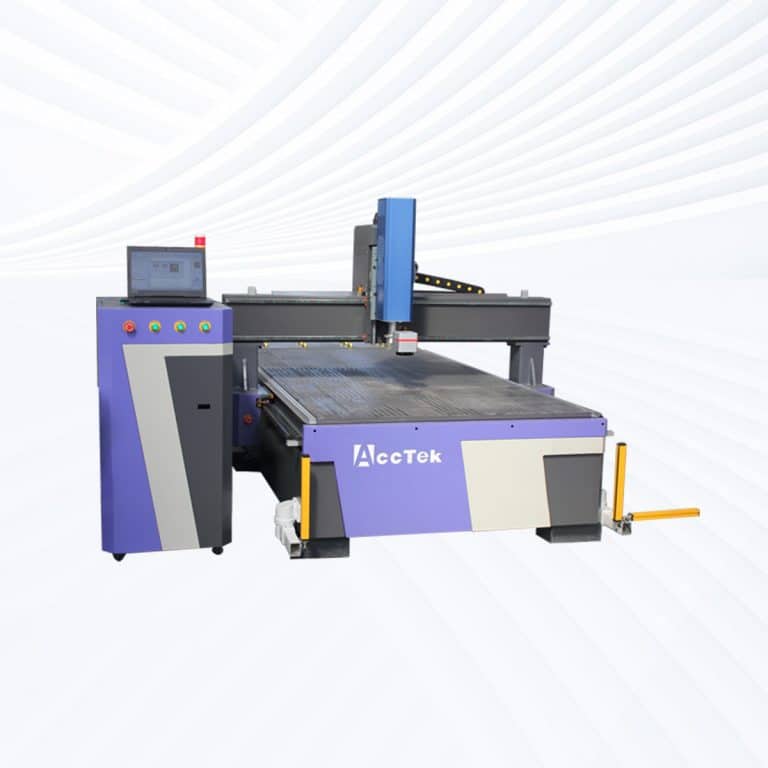
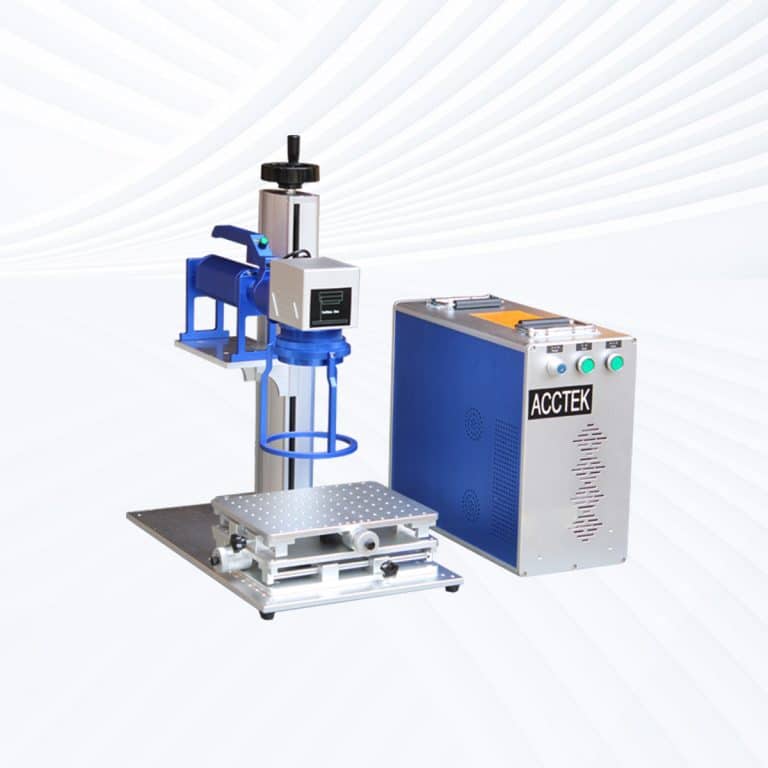
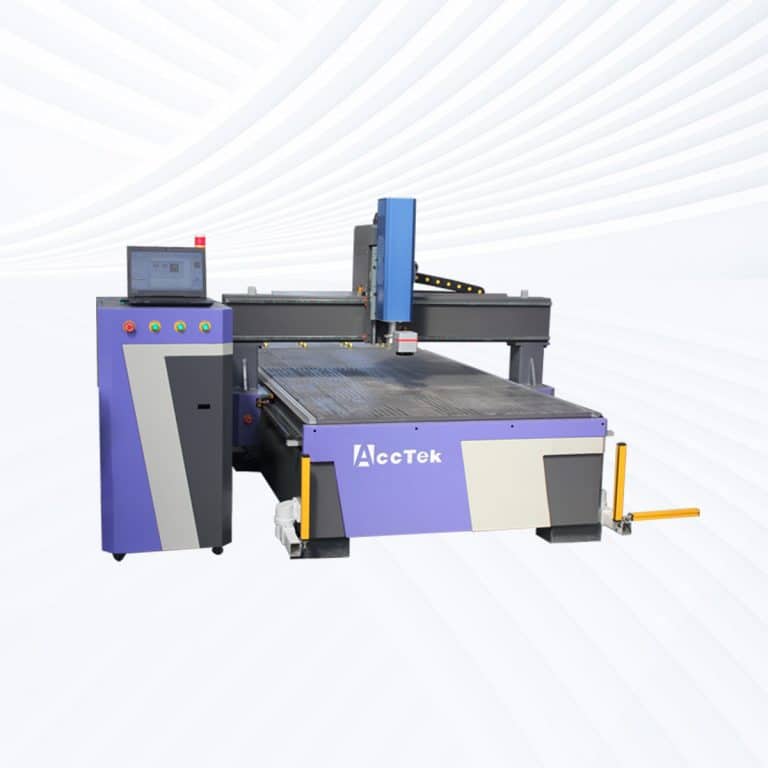
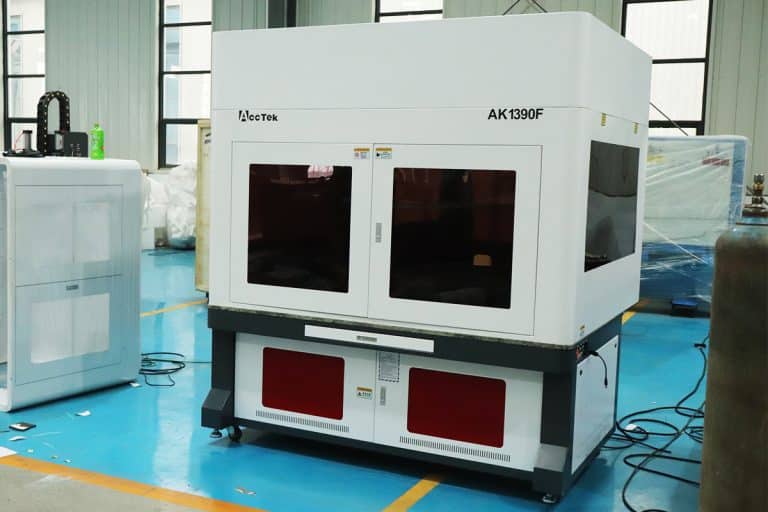
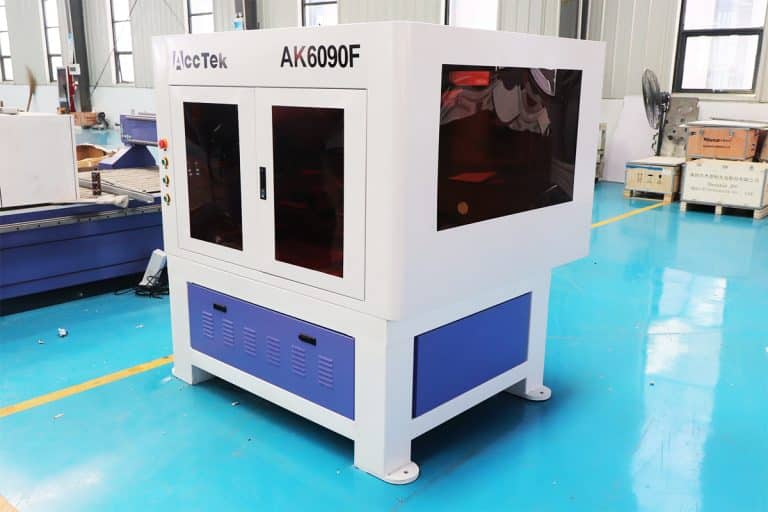
Laser Marking Machines














Applications of Laser Marking








Why Choose Us
High Precision
Our machines deliver sharp, detailed markings with excellent contrast, suitable for complex patterns and small components across metal, plastic, and other materials.
Fast Processing
Designed for speed and efficiency, our systems complete marking tasks quickly without compromising quality, making them ideal for high-volume production environments.
Low Maintenance
With durable components and minimal consumables, our machines offer stable long-term performance, reducing downtime and keeping operating costs low.
Flexible Solutions
We provide a variety of models and customization options to suit different materials, marking needs, and production setups, ensuring the right fit for your business.
Related Resources

Can Lasers Be Used For Color Marking
This article explores how laser color marking works, the materials and colors it supports, its industrial applications, advantages, limitations, quality control, and safety factors.
What Is The Lifespan Of Laser Marking Machines
This article explores the lifespan of laser marking machines, including laser types, key components, operating factors, maintenance needs, and cost considerations across different industries.
What Are The Design Limitations Of Laser Marking
This article explores the key design limitations of laser marking, including material compatibility, resolution, durability, cost, and integration challenges, with insights on optimizing performance in real-world applications.

What Is The Cost Of Laser Marking Machines
This article explores what determines the cost of laser marking machines, including laser type, power, automation, accessories, hidden expenses, and total cost of ownership factors.
Frequently Asked Questions
How Does Laser Marking Work?
- How the Process Works: Laser marking machines generate a concentrated beam of light that is directed onto the material’s surface using mirrors or a galvanometer system. When the beam contacts the material, it transfers energy in the form of heat. This heat causes a localized reaction, which can vary depending on the material and laser settings. The machine is controlled by software that guides the laser path, ensuring accuracy and repeatability.
- Types of Laser Marking Effects: Different marking methods are used depending on the desired result. Annealing heats the material (commonly metals like stainless steel) to create a color change without removing material. Engraving removes a thin layer of the surface to create depth. Etching is similar but shallower and faster. Foaming is used on plastics, where the heat creates raised, lighter-colored marks. Color marking can also be achieved on certain metals by carefully controlling oxidation.
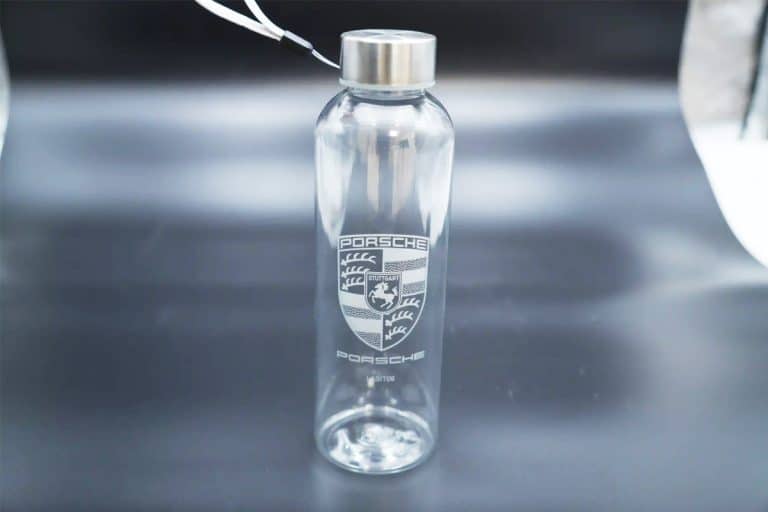
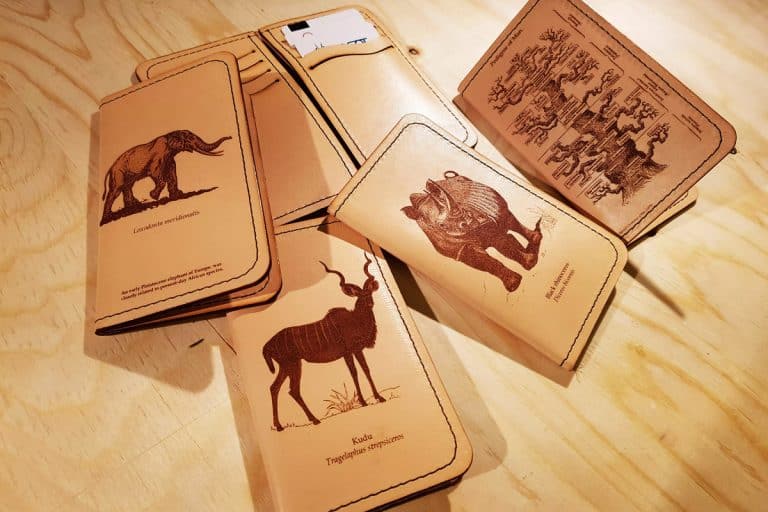
- Materials Suitable for Laser Marking: Laser marking works on a wide range of materials. Metals such as stainless steel, aluminum, brass, and titanium respond well, especially with fiber lasers. Plastics can also be marked, though results vary based on composition. Organic materials like wood, leather, and paper can be marked, often producing darker, burned contrasts. Glass and ceramics can be surface-marked with specialized settings, though the results are typically frosted rather than deep.
Can Laser Marking Be Permanent?
- How Permanence is Achieved: Laser marking creates permanent marks by physically or chemically altering the surface of a material. The laser beam delivers concentrated heat that either removes a thin layer (engraving), changes the material’s color (annealing), or modifies its structure (etching or foaming). Because these changes occur within the material itself rather than being applied on top like ink or paint, the marks are highly resistant to wear and fading.
- Material-Based Durability: Metals tend to produce the most durable marks. For example, annealed markings on stainless steel create oxidation beneath the surface, which resists corrosion and abrasion. Engraved marks on metals are even more permanent because material is removed, leaving a physical indentation. Plastics can also hold permanent marks, though the durability varies depending on the polymer composition and exposure to heat, UV light, or chemicals. Organic materials like wood and leather produce darkened marks that are generally long-lasting but may fade over time if exposed to heavy wear or environmental conditions.
- Resistance to Environmental Factors: Laser marks are typically resistant to heat, moisture, chemicals, and UV exposure. This makes them suitable for demanding environments such as automotive, aerospace, medical devices, and electronics. For example, serial numbers or barcodes marked on metal parts remain readable even after years of use. However, extreme abrasion or surface damage can still affect visibility, especially for shallow markings.
How Does Laser Power Affect Marking Quality?
- Low Power Settings: At lower power levels, the laser delivers less energy, resulting in lighter or more subtle marks. This is useful for applications where surface contrast is needed without deep penetration, such as annealing on metals or marking delicate materials like thin plastics, paper, or coated surfaces. However, if the power is too low, the mark may appear faint, uneven, or incomplete, reducing readability and durability.
- High Power Settings: Increasing laser power raises the energy applied to the material, producing deeper and more visible marks. This is beneficial for engraving, where material removal is required, or when marking hard surfaces like metals. Higher power can improve contrast and speed, but excessive power often leads to problems such as burning, melting, or distortion. For example, wood may char excessively, plastics may warp, and fine details can be lost due to overexposure.
- Impact on Different Materials: Each material reacts differently to laser power. Metals typically require higher power or concentrated energy (such as from fiber lasers) to achieve strong, permanent marks. Plastics need more controlled power to avoid melting or discoloration beyond the intended mark. Organic materials like wood or leather are more sensitive and can quickly burn if the power is too high, making precise adjustments critical.
- Interaction with Other Settings: Laser power does not work in isolation. It must be balanced with speed, frequency, and focus. For instance, high power combined with fast speed may produce similar results to lower power at a slower speed. Adjusting these parameters together allows operators to fine-tune the depth, contrast, and overall appearance of the mark.
- Quality and Precision Considerations: Proper power settings ensure sharp edges, consistent line widths, and uniform marking depth. Too much power can blur details or create rough edges, while too little can result in weak marks that fade over time. Achieving optimal marking quality often requires testing and calibration for each material and application.
How Is Laser Marking Depth Controlled?
- Laser Power and Energy Input: Power is one of the primary factors affecting depth. Higher power increases the amount of energy delivered, allowing the laser to penetrate deeper into the material. Lower power produces shallower marks. However, depth is not simply about using maximum power. Excessive energy can damage the material, causing melting, burning, or loss of detail. The goal is to apply just enough power to achieve the desired depth without compromising quality.
- Marking Speed: Speed determines how long the laser stays on a specific point. Slower speeds allow the laser to dwell longer, increasing heat buildup and resulting in deeper marks. Faster speeds reduce exposure time, producing lighter, more superficial markings. Adjusting speed alongside power is one of the most effective ways to fine-tune depth.
- Number of Passes: Depth can also be increased by running the laser over the same area multiple times. Instead of using very high power in a single pass, operators often use multiple lower-power passes to gradually build depth. This approach improves control, reduces thermal damage, and maintains cleaner edges.
- Frequency and Pulse Settings: For pulsed lasers, frequency (pulse repetition rate) affects how energy is distributed. Lower frequencies typically produce higher peak energy per pulse, which can increase material removal and depth. Higher frequencies spread the energy more evenly, often resulting in smoother but shallower marks.
- Focus Position: The focal point of the laser beam also influences depth. When the laser is precisely focused on the surface, energy concentration is at its highest, enabling efficient material removal. Slightly defocusing the beam spreads the energy over a larger area, reducing penetration and creating shallower marks.
- Material Properties: Different materials respond differently to the same settings. Metals generally require more energy for deeper engraving, while softer materials like wood or plastic reach depth more quickly. Thermal conductivity, density, and surface coatings all affect how depth develops.
How Is Contrast Optimized In Laser Marking?
- Laser Power and Speed Balance: The combination of power and speed is one of the most important factors in contrast. Higher power or slower speeds increase heat input, which can darken marks on materials like wood, plastics, or anodized metals. However, too much energy can burn or over-process the surface, reducing clarity. Lower power or faster speeds may produce faint marks with poor visibility. The key is finding a balance where the mark is dark or bright enough without damaging detail.
- Material-Specific Reactions: Different materials produce contrast in different ways. Metals often rely on oxidation (annealing) to create dark marks, while plastics may foam or change color when heated. Wood and leather naturally darken as they burn slightly. Understanding how each material reacts allows operators to adjust settings to maximize contrast without unwanted side effects like charring or melting.
- Frequency and Pulse Control: For pulsed lasers, frequency affects how energy is delivered. Lower frequencies can create stronger, more pronounced marks, while higher frequencies produce smoother finishes. Adjusting pulse duration and spacing helps refine how light or dark the mark appears, especially on sensitive materials.
- Focus and Beam Quality: A properly focused laser beam produces sharper, more defined marks, which improves perceived contrast. If the beam is out of focus, the mark may appear blurry or washed out. Fine-tuning focus ensures clean edges and consistent marking.
- Surface Condition and Coatings: The starting surface plays a major role. Polished or reflective metals may need pre-treatment, such as coatings or oxidation layers, to enhance contrast. Anodized aluminum, for example, produces high-contrast marks when the top layer is removed. Similarly, coated materials often yield clearer results than untreated surfaces.
- Multiple Passes and Layering: Running multiple passes can deepen or darken a mark, improving visibility. This is especially useful when a single pass does not produce enough contrast. Gradual layering allows better control compared to using excessive power in one pass.
How Is Edge Sharpness Controlled In Laser Marking?
- Laser Focus and Spot Size: One of the most important factors is proper focus. Well-focused laser beams produce the smallest possible spot size, concentrating energy precisely at the surface. This results in sharp, clean edges. If the laser is out of focus, the beam spreads, causing blurred lines and reduced definition. Regular calibration of the focal distance is essential for consistent sharpness.
- Power and Speed Balance: Excessive power can cause material to melt, burn, or spread beyond the intended marking area, leading to rough or widened edges. On the other hand, too little power may produce incomplete or faint lines. Similarly, slower speeds increase heat buildup, which can soften edges, while faster speeds help limit heat diffusion. Finding the right balance ensures precise energy application without over-processing.
- Pulse Frequency and Duration: For pulsed lasers, shorter pulse durations and appropriate frequency settings help control how energy is delivered. High peak energy in short pulses reduces heat spread, which improves edge definition. Poorly adjusted pulse settings can lead to excessive thermal effects, causing jagged or uneven edges.
- Beam Quality (Mode and Stability): The quality of the laser beam itself plays a major role. A high-quality beam with a consistent mode (such as TEM00) produces a uniform energy distribution, resulting in cleaner lines. Variations in beam stability can lead to inconsistent marking and irregular edges.
- Material Response: Different materials react differently to laser energy. Metals tend to produce cleaner edges when properly marked, while softer materials like plastics, wood, or rubber may melt or char, affecting sharpness. Choosing the right settings for each material helps minimize unwanted spreading or deformation.
- Use of Multiple Passes: Instead of applying high energy in a single pass, using multiple lower-energy passes can improve edge quality. This method reduces thermal stress and allows for gradual material removal, resulting in smoother and more defined edges.
- Assist Systems and Environment: Air assist or fume extraction can also improve edge sharpness by removing debris and reducing heat buildup around the marking area. This prevents residue from affecting line clarity.
How Is The Heat-Affected Zone Minimized In Laser Marking?
- Optimizing Laser Power and Energy Input: Using the lowest effective laser power is one of the most important ways to reduce the HAZ. Excessive power introduces unnecessary heat, which spreads beyond the marking area and enlarges the affected zone. By carefully selecting power levels that are just sufficient to create the mark, operators can limit thermal impact while maintaining quality.
- Increasing Marking Speed: Faster marking speeds reduce the amount of time the laser interacts with a specific point on the material. Shorter exposure times limit heat buildup and prevent it from spreading into surrounding areas. This helps keep the mark precise while minimizing unwanted thermal effects.
- Pulse Duration and Frequency Control: Short pulse durations are highly effective in minimizing the HAZ. Delivering energy in brief, high-intensity pulses reduces the time heat has to conduct into adjacent material. Lower frequencies with higher peak energy can also help concentrate the effect within a smaller area. Advanced laser marking systems, such as ultrafast or picosecond lasers, are particularly effective because they limit heat diffusion almost entirely.
- Proper Focus and Beam Quality: A tightly focused beam ensures that energy is concentrated exactly where it is needed. When the beam is well-focused, less excess heat spreads outward, resulting in a smaller HAZ. High beam quality also ensures uniform energy distribution, reducing irregular thermal effects.
- Use of Multiple Passes: Instead of applying high energy in a single pass, using multiple low-energy passes allows gradual material modification. This approach reduces peak temperatures and prevents excessive heat buildup, helping to control the size of the affected zone.
- Cooling and Assist Techniques: Air assist, gas flow, or external cooling methods can help dissipate heat during marking. These systems remove debris and reduce localized temperatures, limiting heat spread. In some cases, specialized cooling setups are used for heat-sensitive materials.
- Material Considerations: Different materials conduct and retain heat differently. Metals with high thermal conductivity may spread heat quickly, while plastics may melt easily. Adjusting parameters based on material properties is essential for minimizing the HAZ.
What PPE Is Required For Laser Marking?
- Laser Safety Eyewear: Protective glasses are one of the most critical PPE items. Laser safety eyewear is designed to filter specific wavelengths emitted by the laser marking system, preventing eye damage from direct or reflected beams. The eyewear must match the laser type (such as CO2 or fiber) and its wavelength. Even brief exposure to an unprotected beam can cause serious eye injury, so proper eyewear should always be worn when there is any risk of exposure.
- Respiratory Protection: Laser marking can produce fumes, smoke, and fine particles depending on the material. For example, plastics, coatings, or treated surfaces may release harmful gases. Proper ventilation systems are the first line of defense, but in some cases, respirators or masks with appropriate filters are needed to protect against inhalation of hazardous substances.
- Protective Clothing and Gloves: Operators should wear non-flammable, close-fitting clothing to reduce the risk of burns or fire hazards. Loose clothing should be avoided, as it can catch debris or interfere with equipment. Heat-resistant gloves may be required when handling recently marked materials, as surfaces can remain hot immediately after processing.
- Face Shields and Eye Protection (Additional): In certain setups, especially open or non-enclosed systems, additional face protection may be used to guard against debris, sparks, or accidental exposure. This is particularly relevant when marking materials that may fragment or produce particles.
- Hearing Protection (If Needed): While most laser marking systems are relatively quiet, associated equipment such as extraction systems or industrial setups may generate noise. In such environments, hearing protection may be recommended.
- Workplace Safety Measures: Beyond personal PPE, safety enclosures, interlock systems, and proper training are critical. Enclosed laser marking systems often reduce the need for extensive PPE by containing the beam and fumes. However, operators should still follow safety protocols and use PPE as required.