1. Principle of laser production
In 1960, Merman announced the birth of the world's first laser.Melman's plan is to stimulate rubies with high-intensity flash bulbs.In fact, ruby is just a kind of corundum mixed with chromium atoms, so when the ruby is excited, it emits a red light.Drilling holes (with a mirror) into the ruby surface causes red light to flow out of the hole, producing a rather concentrated thin column of red light which, when emitted at a point, reaches a higher temperature than the surface of the sun.
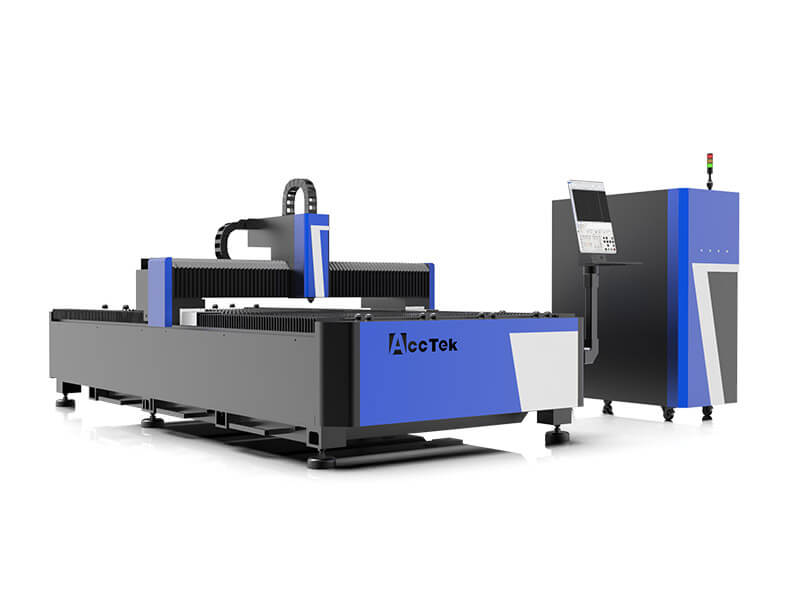
2. Principle of fiber laser cutting
The fiber laser cutting machine is a kind of laser cutting machine with fiber laser as the light source. The fiber laser generator is a kind of laser cutting machine developed recently in the world.The laser generator is used to output high energy and high density laser beam, and it is collected to the surface of the workpiece, so that the surface of the workpiece irradiated by ultra-fine focal spot immediately melts and vaporizes, and then the number of mechanical system is controlled, the spot position is moved, and automatic cutting is realized.
Optical fiber
laser cutting machine can be used for both plane cutting and bevel cutting with smooth edge.Suitable for high precision cutting of various metals.If a manipulator is added, it can also be used for 3D cutting.
Principles Optical fiber laser cutting also determines its advantages over other processing methods:
(1) High precision, fast speed, narrow cutting seam, minimum heat impact, smooth cutting surface, no burr.
(2) The laser cutting head will not contact with the material surface and will not scratch the workpiece.
(3) The narrowest slit, small local deformation of the workpiece, no mechanical deformation.
(4) Flexible processing, can handle any graphics, can also cut pipes and other profiles.
(5) Can be cut steel plate, stainless steel, aluminum alloy plate, hard alloy and other materials whose hardness is not deformed.
In the low temperature area,
laser cutting machine is facing the test of cold.If the operation is improper, it will only affect the normal operation of the equipment and reduce the production schedule;If not handled properly, the equipment can be damaged.The inside of laser cutting machine and water chiller cause unnecessary property loss to customers.Therefore, the following three points should be paid attention to when using laser cutting machine in low temperature area:
1. First of all, water should be released to ensure the normal operation of the equipment when using laser cutting machine.First, after cutting off the water pipe, blow the water with about 5 bar compressed air or nitrogen at the inlet and outlet of the water for about 1 minute to discharge the water in the laser machine.
The ambient temperature of the chiller in the cutting machine is required to be above 0℃, mainly to prevent the water in the water system from freezing when the chiller in the cutting machine stops using due to low ambient temperature, especially in the north, which will affect the normal use of the equipment and even seriously damage the entire refrigeration system.
After starting the cooling water pump and room temperature water pump of the chiller in the cutting machine, check the reading of the cooling water pressure gauge and room temperature water pressure gauge first.In case of pressure or flow alarm, attention should be paid to whether the valve of the water system is not opened or whether it is likely to freeze, and timely judgment and treatment.If it is confirmed that the water is frozen, the manufacturer must be notified promptly for cooperative treatment!In addition, after the normal operation of the water pump, if the temperature of cooling water is lower than the allowable minimum temperature when the laser cutting machine is started, the setting temperature of cooling water and normal temperature water can be adjusted to 5℃ for a long time without temperature rise to ensure the normal operation of the equipment.
The reason of weak welding by laser welder
Laser welding machine is a kind of mechanical equipment used for material welding, suitable for different types of material welding.In the process of laser welding machine, the high energy laser pulse is used to heat the material in a small area, so that the material melts and forms a special molten pool, and the purpose of welding is achieved.
Sometimes, when the laser welding machine is in the welding process, there will be the problem of weak welding between materials, which will affect the overall quality.At this point, users will inevitably question the effectiveness of the laser welder.Is weak welding the result of poor equipment?This idea is one-sided.In fact, the weak welding of materials often makes the following small mistakes:
1. Material surface pollution
Generally speaking, when using laser welder for welding, attention should be paid to whether there is dirt on the surface of the material.If the material containing dirt is put into the weld zone, the surface of the material will not crystallize normally or not enough, which is one of the factors directly affecting the instability of the weld.Laser welder;
2. Welding speed is too fast.
When users use laser welders, they often mistakenly believe that the faster the welding speed, the faster the production, the better the product.In fact, when laser welder is applied to material processing, the longer the processing time between laser and workpiece, the more sufficient the welding, rather than the faster the better;
3. Mismatch between materials and welding power
The force laser welder is not suitable for all materials.The power used to weld different materials is different.If the power used by the user is low, the welded material is not strong;
4. Tables and fixtures
Worktables and fixtures are used to hold materials in place.If the material is not firmly fixed, the welding may not be successful, resulting in welding defects and welding missing phenomenon;jump
4. Move the laser head to the upper left corner and make another laser point.See if it's the same as the top right corner.If not, adjust the M1, M2 and M3 screws for the second reflector.Make it hit the same spot as the top right point.
5. Move the laser head to the lower left corner, observe whether the point is in the same position with the upper right corner, and adjust the second reflecting lens.
6. Adjust repeatedly according to the provisions of D and E above, and finally the three laser points are in the same position.
7. Check if the focus is in the center: Place a mirror under the vertical part of the focusing mirror and place the transparent plastic sheet near the side of the lens barrel under the lens barrel.Press the test key and click the laser to see if the laser point is in the center of the focus mirror.Hold the plastic sheet, beware of laser burns, and do not place your hand on the vertical plane of the lens.
Note: Adjust the M1, M2 and M3 screws of the frame Angle each time the optical path is adjusted, and observe the changes of the optical path.