Laser welding of stainless steel sheet. Research on laser welding of stainless steel sheet. The influence of laser process parameters on the quality of laser welding of ultra-thin stainless steel sheet is analyzed. Stainless steel is a very common material in our life and production.
With the continuous expansion of my country's stainless steel market, the consumption of stainless steel has also increased year by year. Thin-walled stainless steel plates have also penetrated into various manufacturing fields, and thin-walled stainless steel welding has become an important process in manufacturing.
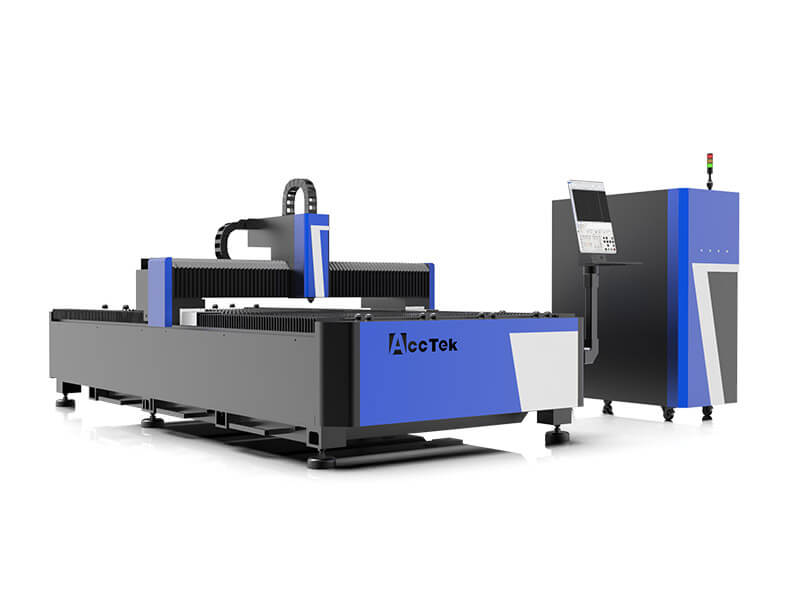
The fiber laser welder transmits the laser beam to the optical fiber. After a series of treatments, pulse welding and continuous welding can be realized. It solves the problems of easy deformation and weld formation during the laser welding of stainless steel thin plates. It is best to use laser welding for thin stainless steel plates. Even if the thickness is less than 0.1mm, it can be welded. Because the laser spot energy is very small, laser welding is generally automatically controlled, which can well control the welding energy and speed, and the deformation is basically zero.
For laser welding of stainless steel sheets, pulse current and pulse width have a great influence on weld formation. Under appropriate process parameters, the ultra-thin stainless steel sheet has good weld formability, and the weld is basically equal to the base metal. Compared with traditional welding, the laser beam can obtain a smaller spot after focusing and can be accurately positioned. These characteristics make laser welding more suitable for welding small-sized workpieces than other welding methods.
Since the thermal conductivity of stainless steel plates is very small, about 1/3 of ordinary low-carbon steel, and the degree of restraint is small, once they are heated and cooled during the welding process, uneven stress and strain will be formed. The longitudinal shrinkage of the weld will produce a certain pressure on the outer edge of the stainless steel sheet. Once the pressure is too large, it will cause the waveform deformation of the workpiece, but the aesthetic effect will also affect the quality of the workpiece, and it will also cause problems such as overheating and burning through. .

The degree of restraint of stainless steel plates is small. Partial heating and cooling during the welding process cause uneven heating and cooling. Welded parts will produce uneven stress and strain. When the longitudinal shortening of the weld exceeds a certain value of the edge pressure of the thin plate, serious waveform deformation will occur, which will affect the appearance quality of the workpiece. Fix the points before welding, the more the fixed points, the better the distribution, and then the segmented backward welding method is used to reduce welding distortion.
Thin plate laser welding machines generally use small nozzles, but it is recommended to use a large nozzle diameter as much as possible to make the weld protection surface larger during the welding process, which can effectively isolate the air for a long time, and make the weld form better oxidation resistance.
In order to prevent welding pores, if there is rust or oil stains on the welding part, it must be cleaned. Use a power supply with vertical external characteristics. When direct current is applied, the positive electrode is used (the welding wire is connected to the negative electrode). The shielding gas is argon with a purity of 99.99%. When the welding current is 50~150 A, the argon flow rate is 8~10 l/min, when the current is 150~250 a, the argon flow rate is 12~15 l/min. When butting, in order to prevent the back of the bottom weld from being oxidized, the back also needs gas protection. The length of the tungsten electrode protruding from the gas nozzle is 4~5mm, the shielding difference such as fillet welding is 2~3mm, and the deep groove is 5~6mm. The distance from the nozzle to the workpiece is generally not more than 15 mm. Common steel welding arc length is 2~4mm, stainless steel welding arc length is 1~3mm. If the time is too long, the protection effect is not good.
Choosing a reasonable sequence of laser welding machines is the key to controlling welding residual deformation. For symmetrical welded structures, symmetrical welding should be used as much as possible; for asymmetrical structures, structures with fewer welds should be welded first, and then structures with multiple welds should be welded. The deformation of the back is sufficient to eliminate the deformation of the front side, thereby reducing the overall deformation.
The design of the welding structure has the greatest influence on welding deformation. The general principle is that as the constraint increases, the welding residual stress increases, and the welding deformation decreases accordingly. The main influencing factors are welding method, welding heat input (current and voltage), component positioning or fixing method, welding sequence, use of welding fixtures, etc. The most influential is the welding sequence.
Laser tailor welders are mainly used for welding metal materials. First, we discussed the traditional argon arc advertising welding. Because the heating area of argon arc welding is difficult to control, the welding area will be severely deformed, and defects such as sand holes, rough welding, and weld width will occur. Because the welding difficulty is very small and the welding effect is not very good, we believe that the current welding requirements are not suitable for unified welding.
Advertising laser welding machine is a form of laser welding technology. Compared with the traditional welding process, laser welding has obvious advantages. At present, it has been adopted by more and more advertising industry.
The advertising word welding machine uses the pulse energy of the laser beam, and the laser irradiation spreads to the material through heat conduction to form a specific molten pool. It has the advantages of protecting the environment, producing and realizing multiple welding methods such as spot welding, tailor welding, lap joints, etc., and after welding, the weld traces are not obvious, there are no black lines, no pores, beautiful appearance, and the work efficiency is a few of ordinary welding ten times. The laser can weld different specifications of advertising fonts.
Advertising laser welding machine is to cut the required flat metal shape on the flat surface. The laser cutting machine first performs the bending operation to form different shapes, and then uses the advertising laser welding machine to weld the character frame and the flat character vertically to form a bottomless cylindrical advertising character.
The utility model has the advantages of fast speed and high efficiency, which is dozens of times that of ordinary welding, can be used for various purposes, expands the application range of welding, is simple to operate, saves manpower, and has high efficiency. After welding, the welding seam is smooth, no black marks, secondary processing and laser adjustable, which can meet the welding requirements of different specifications of fonts and patterns.