Introduction
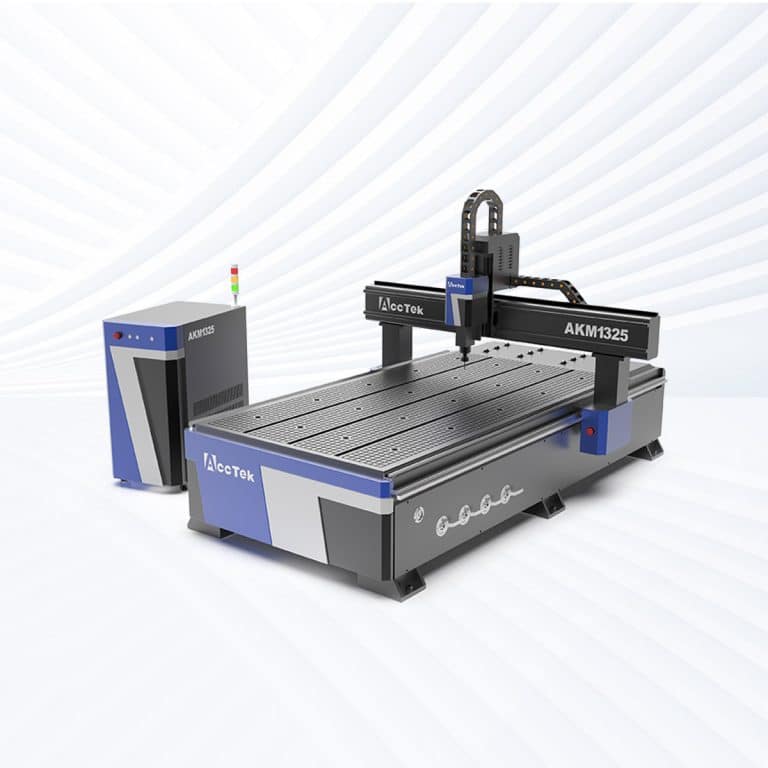
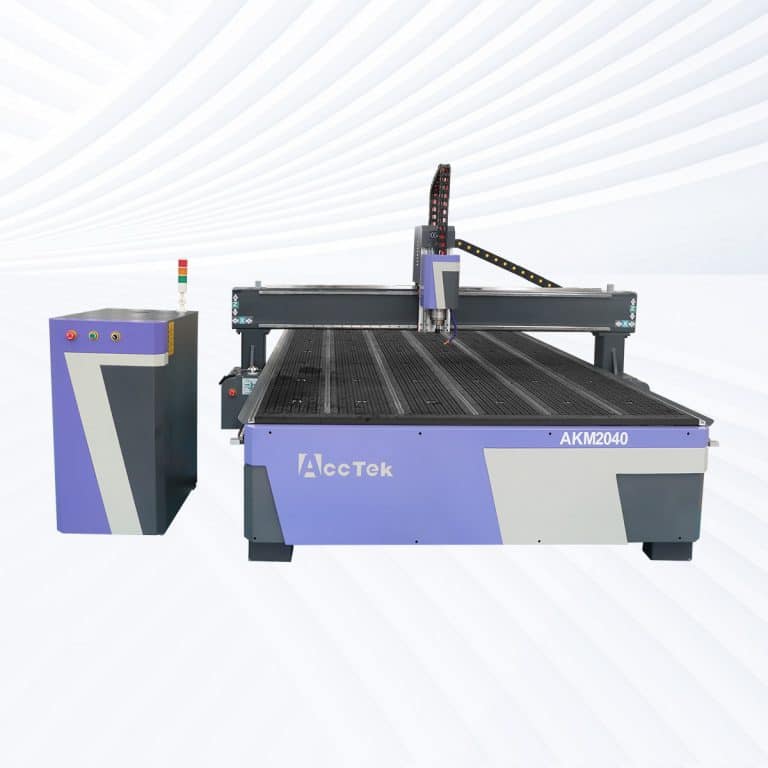
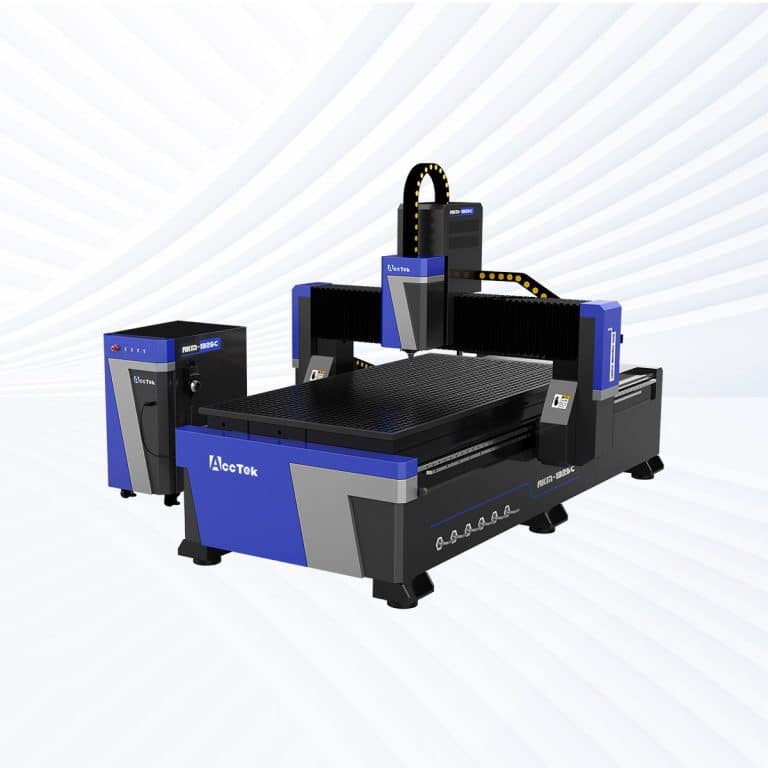
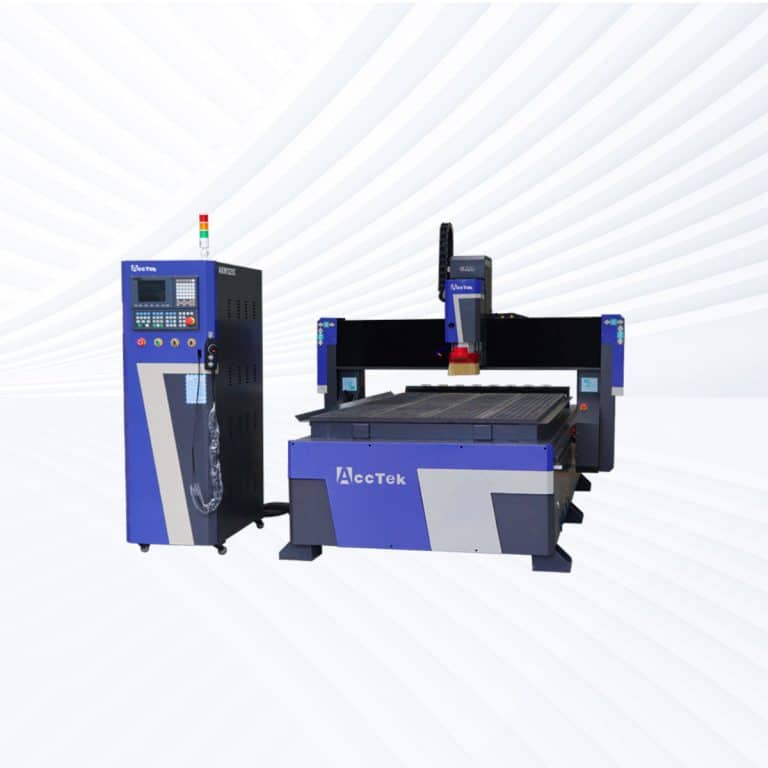
CNC Routers Suitable For Wood



Advantages of CNC Routing Wood
High Precision and Accuracy
CNC routing wood provides precise cutting, carving, and engraving, ensuring clean edges, accurate dimensions, and intricate designs. This precision is essential for furniture, cabinetry, decorative carvings, and detailed woodwork where consistency and quality are critical.
Ability to Produce Complex Designs
CNC routers can handle intricate patterns, 3D carvings, and detailed engravings that are difficult or impossible to achieve manually. This capability allows artisans and manufacturers to create unique furniture, moldings, signage, and decorative elements with high accuracy.
Consistent and Repeatable Production
Once programmed, CNC routers can produce identical wooden components repeatedly. This repeatability is essential for mass production, ensuring uniform quality and precise replication of parts such as panels, furniture components, and architectural moldings.
Versatility Across Wood Types
CNC routing can process a wide variety of woods, including hardwoods like oak, maple, cherry, and walnut, softwoods like pine and cedar, and engineered woods such as MDF, plywood, and particleboard, maintaining precision and clean edges across different densities.
Reduced Material Waste
Optimized CNC toolpaths remove only the necessary wood material, minimizing scrap and reducing costs. This efficiency allows manufacturers to maximize the use of high-quality wood and engineered boards, supporting cost-effective and sustainable woodworking.
Faster Production and Automation
CNC routing automates wood cutting and shaping, significantly speeding up production compared to manual methods. The technology reduces labor requirements, allows continuous operation, and ensures consistent quality for both small-batch custom projects and large-scale manufacturing.
Compatible Materials
- Oak
- Maple
- Cherry
- Walnut
- Mahogany
- Teak
- Ash
- Birch
- Beech
- Hickory
- Pine
- Cedar
- Fir
- Spruce
- Poplar
- Alder
- Bamboo
- Plywood
- MDF
- Particleboard
- Engineered Wood
- Laminated Veneer Lumber
- Veneer Sheets
- Hardboard
- OSB
- Rosewood
- Padauk
- Zebrano
- Ipe
- Wenge
- Ash Plywood
- Maple Plywood
- Baltic Birch Plywood
- White Oak
- Red Oak
- Black Walnut
- Butternut
- Cypress
- Larch
- Rubberwood
CNC Routing VS Other Engraving Methods
| Comparison Item | CNC Routing | Laser Engraving | Hand Engraving | Chemical Etching |
|---|---|---|---|---|
| Processing Method | Uses computer-controlled cutting tools to carve, cut, or shape wood precisely. | Uses a focused laser beam to mark, engrave, or etch the wood surface. | Manual carving using chisels, knives, or hand tools. | Uses chemicals to etch or remove the wood surface selectively. |
| Precision and Accuracy | Extremely high; produces consistent cuts, engravings, and intricate patterns. | High precision for surface markings; limited depth control on thick wood. | Depends on skill; results may vary and are less consistent. | Moderate; depends on masking accuracy and chemical control. |
| Depth Control | Excellent; capable of shallow or deep cuts with precise control. | Limited; mostly shallow surface markings or engravings. | Variable; depends on operator technique and applied pressure. | Shallow etching only; depth control is limited. |
| Complex Design Capability | Can produce intricate 2D and 3D patterns, carvings, and cutouts. | Best for fine 2D designs, text, and logos. | Complex designs are possible but time-consuming and inconsistent. | Limited; suitable for simple or repetitive patterns. |
| Material Removal Efficiency | Efficient; removes precise amounts of wood as needed. | Low; primarily surface marking, minimal material removal. | Slow; labor-intensive for large material removal. | Slow; chemical process gradually removes surface material. |
| Production Speed | Highly automated operation allows fast and continuous production. | Fast for surface marking; slower for deeper engravings. | Slow; dependent on manual labor. | Moderate; dependent on chemical reaction time. |
| Repeatability | Excellent; identical wooden parts can be produced consistently. | High repeatability for surface markings. | Difficult to replicate; varies with operator skill. | Moderate; relies on consistent masking and chemical application. |
| Surface Finish | Smooth, clean edges; precise detailing possible. | Smooth marks; may slightly darken edges. | Varies; often uneven or rough depending on skill. | Can produce smooth etch; edges may be irregular. |
| Automation Level | Fully automated via CAD/CAM programming. | Fully automated with laser software. | Entirely manual. | Semi-automated; requires manual preparation of chemicals and masking. |
| Material Compatibility | Works with hardwoods, softwoods, MDF, plywood, and engineered woods. | Works best with thin or treated wood; thick hardwoods may burn. | Limited by wood hardness and operator ability. | Limited; only works with wood types compatible with chemical etchants. |
| Tool Wear | Cutting tools wear over time; replaceable carbide or diamond bits. | No mechanical wear; laser is contactless. | Manual tools require frequent sharpening. | No mechanical wear; chemicals must be replenished. |
| Cost Efficiency (Large Production) | Cost-effective for mass production and precise wood components. | Cost-effective for decorative surface marking. | Labor-intensive; high costs for large batches. | Moderate; chemical preparation and disposal add expense. |
| Safety Considerations | Requires training, dust collection, and protective gear. | Requires laser safety precautions and ventilation. | Low machine risk; depends on careful hand tool handling. | Requires PPE, ventilation, and careful handling of chemicals. |
| Environmental Impact | Produces wood shavings; minimal chemical waste. | Low physical waste; may produce smoke or fumes. | Minimal environmental impact. | Produces chemical waste requiring proper disposal. |
| Typical Applications | Furniture, cabinetry, moldings, signage, decorative panels, and 3D carvings. | Decorative engraving, text, logos, and surface patterns. | Custom artistic carvings, small-scale designs, and handcrafted projects. | Specialty etching or decorative wood panels with chemical patterns. |
CNC Routing Capacity
| Item | Cutting | Engraving | Drilling | Pocketing | Carving | Slotting | Surface Finishing | 3D Contouring |
|---|---|---|---|---|---|---|---|---|
| Softwood | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Hardwood | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| MDF | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Plywood | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Acrylic | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| PVC | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| ABS | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Coroplast | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Limited |
| Aluminum | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Brass | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Copper | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Glass | Limited | Shallow engraving only | Limited | Limited | Limited | Limited | Limited | Limited |
| Foam | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Limited |
| Rubber | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Limited |
| Composite | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Supported |
| Marble | Limited | Shallow engraving only | Supported | Pocketing only | Limited | Supported | Supported | Supported |
| Granite | Limited | Shallow engraving only | Supported | Pocketing only | Limited | Supported | Supported | Supported |
| Leather | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Limited |
| Fabrics | Supported | Supported | Supported | Supported | Supported | Supported | Supported | Limited |
| Ceramics | Limited | Shallow engraving only | Limited | Limited | Limited | Limited | Surface polish only | Limited |
Applications of CNC Routing Wood








Customer Testimonials
Related Resources

How To Perform Double-Sided Machining Using CNC Routers
This article helps discover how to perform double-sided machining using CNC routers, including setup methods, registration techniques, CAD/CAM programming, workholding, and accuracy control.

How To Use CNC Routers
This article provides detailed instructions on how to use CNC routers, including machine settings, G-codes, toolpaths, cutting parameters, operation, safety procedures, troubleshooting, maintenance, and practical applications.

What Are CNC Routers
This article helps users understand what CNC routers are, how they work, their key components, types, materials, applications, advantages, and how to choose the right machine for your needs.

How to Choose CNC Routers
This article explores how to choose CNC routers, covering machine types, application requirements, working area, spindle selection, motion systems, software compatibility, costs, and maintenance considerations.
Frequently Asked Questions
What Is The Working Principle Of CNC Routing Wood?
How To Reduce Waste During CNC Routing Wood?
- Material Selection and Sheet Layout: Start by choosing wood sheets that match your project dimensions closely. Larger sheets often leave offcuts that are hard to use. Optimize the layout of parts on the sheet using nesting software to reduce leftover scraps. Grouping smaller parts efficiently can dramatically reduce waste.
- Tooling and Cutting Strategy: Use sharp, well-maintained router bits to reduce tear-out and inaccurate cuts. Selecting the right bit for the cut type—spiral bits for clean edges, downcut bits for minimizing splintering—helps preserve material. Reduce unnecessary passes by adjusting feed rates and depths to match the wood type, balancing speed with precision.
- Design for Minimal Waste: Design components to maximize material usage. Consider standard sheet sizes and thicknesses when planning parts to avoid oversized offcuts. If possible, incorporate leftover pieces into smaller components, brackets, or decorative elements to give scraps a second life.
- Reuse and Recycling: Collect offcuts and unusable edges for other purposes. Small pieces can become spacers, templates, or test pieces for new projects. Sawdust and wood chips can be used for composting, particleboard production, or packaging filler. Establishing a system for separating and storing these materials keeps them from becoming waste.
- Prevent Errors: Many losses occur from mistakes rather than the routing process itself. Double-check designs, tool paths, and machine setup before cutting. Using clamps and secure fixturing prevents movement during cutting, reducing damaged pieces. For delicate woods, consider test cuts on scrap material to confirm settings before committing to the main piece.
- Maintenance and Monitoring: Keep the CNC router clean and calibrated. Worn or misaligned components can lead to inaccurate cuts and material waste. Regularly inspect and maintain dust extraction systems to remove chips efficiently, keeping both the workspace and the wood in good condition.
What Are The Limitations Of CNC Routing Wood?
- Material Constraints: CNC routers are primarily designed for wood, MDF, plywood, and similar composites. Harder materials like certain hardwoods or highly resinous woods can wear down bits quickly, causing slower cuts and rough edges. Very thin veneers or delicate woods may splinter or crack during high-speed routing, limiting their use in intricate designs.
- Cutting Precision and Detail: While CNC routers can produce accurate shapes, they struggle with extremely fine or intricate details compared to laser cutting. Small, tight corners or delicate internal cutouts may require extra care or multiple passes to avoid chipping. Complex 3D carvings can be achieved, but highly detailed textures may be limited by the bit size and machine resolution.
- Tool and Bit Limitations: The quality of a cut heavily depends on the router bit. Bits wear down over time, especially when cutting dense woods, reducing accuracy and producing rough edges. Certain cuts, such as deep pockets or angled grooves, may require specialized tooling that isn’t always available or practical for small workshops.
- Material Waste and Kerf: CNC routing removes material to shape parts, creating offcuts and sawdust. Unlike laser cutting, which burns a thin kerf, routing can generate more waste, particularly on intricate designs or when cutting multiple components from a single sheet. Efficient nesting and planning help, but waste is inevitable.
- Machine Size and Workpiece Limitations: CNC routers are limited by their table size and gantry reach. Large sheets may need to be cut into sections, which can impact accuracy and assembly. Similarly, the thickness of wood that can be routed is restricted by the spindle’s travel and bit length.
- Setup and Skill Requirements: CNC routing requires precise machine setup, including calibration, work-holding, and toolpath programming. Mistakes in setup or toolpath design can ruin a workpiece, causing wasted material and time. Operators need training to optimize feeds, speeds, and depth of cut for different wood types.
- Safety and Dust: Routing produces fine wood dust, which can be hazardous if inhaled and requires effective dust collection. Kickback or chip ejection is also a concern if material isn’t properly secured.
What Is The Workflow For CNC Routing Wood?
- Design and CAD Modeling: The workflow begins with creating a detailed design in CAD software. Components are modeled to scale, including all cutouts, pockets, and decorative features. Accurate dimensions and tolerances are critical at this stage, as errors in design will carry through the entire routing process.
- Toolpath Generation (CAM): Once the design is finalized, it is imported into CAM (Computer-Aided Manufacturing) software. Here, toolpaths are generated based on the type of cuts, depth, and tool selection. The software calculates the optimal cutting order, feed rates, spindle speed, and number of passes to balance precision and efficiency. This step may include nesting multiple parts to maximize material usage and minimize waste.
- Material Preparation: Wood sheets or blanks are selected based on the project requirements. The surface should be flat and free from defects. Material is securely clamped to the CNC bed to prevent movement during routing, which could cause inaccuracies or damage. Dust collection systems should be ready to handle chips and sawdust.
- Machine Setup: The CNC router is prepared by installing the appropriate router bits and verifying their condition. Machine parameters such as spindle speed, feed rate, and cutting depth are set according to the CAM instructions. The origin point or “home” position is established on the material to ensure the tool follows the correct path.
- Test Run and Simulation: Before cutting the actual material, a dry run or simulation is often performed. This helps identify potential collisions, errors in toolpaths, or areas where adjustments are needed. For intricate designs, test cuts on scrap wood are recommended to verify accuracy and finish.
- Routing: With the setup verified, the CNC router begins cutting the wood according to the toolpaths. The machine removes material layer by layer, following the programmed path. Operators monitor the process to ensure everything runs smoothly and intervene if any issues arise.
- Finishing: Once routing is complete, parts are removed, and any remaining tabs or supports are cleaned up. Sanding, chamfering, or other finishing operations improve surface quality. Offcuts and leftover wood can be collected for reuse or recycling.
What Is The Toolpath Strategy For CNC Routing Wood?
- Contour or Profile Toolpaths: These are used to cut the outer edges of a part or follow a specific outline. The router moves along the edge, either inside or outside the line, depending on the bit diameter. Contour toolpaths are ideal for cutting parts from a sheet or creating detailed outlines. For clean edges, climb milling (moving the bit in the same direction as rotation) is often preferred, while conventional milling can be used for roughing passes.
- Pocketing Toolpaths: Pocketing removes material from the interior of a shape, such as cavities, recesses, or cutouts. The router gradually clears the wood layer by layer. The strategy often uses zig-zag, spiral, or offset patterns to maintain a consistent chip load and reduce stress on the bit. Proper selection of step-down depth and feed rate prevents burning or tear-out, especially in hardwoods.
- Drilling and Hole-Making Toolpaths: For holes or threaded inserts, drilling toolpaths position the bit precisely and control the plunge depth. Peck drilling may be used for deep holes to clear chips effectively. This ensures clean holes without splintering the wood surface.
- 3D or Contour Milling Toolpaths: For sculpted surfaces, relief carvings, or rounded edges, 3D toolpaths follow complex contours. The machine moves along multiple axes to maintain the correct bit orientation relative to the surface. These require careful planning of bit selection and passes to avoid chatter and uneven surfaces.
- Nesting and Multi-Part Toolpaths: When cutting multiple components from a single sheet, nesting algorithms organize parts efficiently to minimize scrap. Toolpaths are sequenced to reduce unnecessary travel and optimize material usage.
- Lead-In and Lead-Out: Toolpaths often include lead-in and lead-out moves where the bit enters and exits the cut gradually. This prevents noticeable marks or chips at the start and end of a cut.
- Climb vs. Conventional Milling: Choosing between climb and conventional milling affects finish and tool life. Climb milling provides smoother edges and less tear-out on wood, whereas conventional milling is better for removing large volumes of material in roughing passes.
What Are The Operating Costs Of CNC Routing Wood?
- Material Costs: The largest variable is the wood itself. Costs vary depending on type—softwoods like pine are cheaper, while hardwoods such as oak, maple, or exotic species can be significantly more expensive. Plywood, MDF, and laminated boards add to options but may require different feed rates and bit types, influencing both cutting speed and tool wear. Efficient nesting and material planning help minimize waste, reducing per-part material costs.
- Tooling Costs: Router bits, collets, and other consumables wear out over time. High-quality bits last longer but come with higher upfront costs. Frequent cutting of dense hardwoods accelerates wear. Bits may need replacement after a few hours to maintain clean cuts and precision, making tooling a recurring expense. Specialty bits for grooves, pockets, or 3D carving also add to costs.
- Machine Operation and Maintenance: CNC routers consume electricity, and spindle motors, coolant systems, and dust collection add to energy usage. While small routers may use only a few kilowatts per hour, industrial machines can draw significantly more. Routine maintenance—lubrication, calibration, belt replacements, and spindle servicing—ensures accuracy and reduces downtime but also represents ongoing costs.
- Labor Costs: Skilled operators are required to program, set up, and monitor the CNC router. Labor costs include design preparation in CAD/CAM, machine setup, monitoring during operation, and finishing work such as sanding, cleaning, or assembly. More complex projects or high-volume runs increase labor requirements.
- Waste Management: Routing produces sawdust and offcuts, which must be collected and disposed of properly. While some waste can be reused, handling and recycling add minor operational costs, including dust collection system maintenance.
- Indirect Costs: Additional expenses can include shop space, ventilation, safety equipment, and software licenses for CAD/CAM programs. These contribute to overhead but are necessary for efficient and safe operations.
What Are The Safety Risks Associated With CNC Routing Wood?
- Mechanical Hazards: The spinning router bit is extremely sharp and rotates at high speeds, posing a serious risk of cuts or amputations if hands or clothing come into contact. Improperly secured workpieces can shift or kick back, causing injury. Loose clothing, jewelry, or long hair near the spindle also increases the risk of entanglement.
- Flying Debris and Chips: Wood chips and splinters are ejected at high speed during routing. These can cause eye injuries or skin abrasions. Safety glasses or a full face shield are essential, along with protective clothing, to minimize exposure.
- Dust Inhalation: Routing produces fine wood dust, which can irritate the respiratory system and, over time, contribute to lung problems such as asthma or chronic bronchitis. Certain woods, like oak or mahogany, are known allergens. Using proper dust extraction systems and wearing respirators reduces inhalation risks.
- Noise Exposure: CNC routers generate high noise levels that can damage hearing during prolonged exposure. Ear protection is recommended for operators working near the machine for extended periods.
- Fire Risk: Routing generates heat and sparks, particularly when cutting dense hardwoods or running the spindle too slowly. Accumulated dust can also ignite if not properly extracted. Maintaining clean work areas and monitoring cutting parameters are critical for preventing fire hazards.
- Electrical Hazards: CNC routers operate on high-voltage power. Improper maintenance, damaged wiring, or exposure to moisture can create electrical shock risks. Regular inspection and adherence to electrical safety protocols are essential.
- Tool and Machine Failure: Worn or broken bits, loose collets, or misaligned spindles can cause unexpected movements or ejections, potentially damaging the material or injuring the operator. Routine maintenance, correct bit installation, and machine calibration reduce these risks.
- Ergonomic Risks: Repeated loading, unloading, or handling heavy wood sheets can lead to back or joint strain. Using proper lifting techniques, mechanical supports, or team handling helps prevent musculoskeletal injuries.
What PPE Is Needed For CNC Routing Wood?
- Eye Protection: Wood chips and splinters are ejected at high speeds during routing. Safety glasses with side shields or a full face shield protect against flying debris and accidental contact with the spinning router bit. For 3D or intricate routing, a face shield is especially useful to prevent injury from larger chips.
- Respiratory Protection: Fine wood dust produced during cutting can irritate the respiratory system and, over time, cause chronic lung issues. A dust mask or respirator rated for fine particles (N95 or higher) is necessary, particularly when cutting hardwoods, MDF, or engineered boards. When combined with a dust extraction system, respiratory protection ensures minimal inhalation of harmful particles.
- Hearing Protection: CNC routers generate sustained high noise levels, which can lead to hearing damage. Earplugs or earmuffs designed for industrial noise reduction protect the operator’s hearing during prolonged exposure.
- Hand Protection: While gloves should not be worn near moving router bits due to the risk of entanglement, protective gloves can be used when handling sharp wood edges, offcuts, or loading and unloading material. Cut-resistant gloves provide additional safety during manual operations around the CNC routers.
- Protective Clothing: Wear fitted clothing that covers arms and legs to prevent splinters or minor abrasions. Avoid loose clothing, dangling jewelry, or long hair that could get caught in the machine. Aprons made of durable material can also help protect against dust and flying chips.
- Foot Protection: Steel-toed boots or sturdy footwear are recommended to prevent injury from dropped wood sheets, tools, or heavy offcuts. They also offer support when standing for long periods.
- Head Protection: In workshops with overhead equipment or shelving, a hard hat may be necessary to guard against accidental bumps or falling objects, though it’s typically situational.