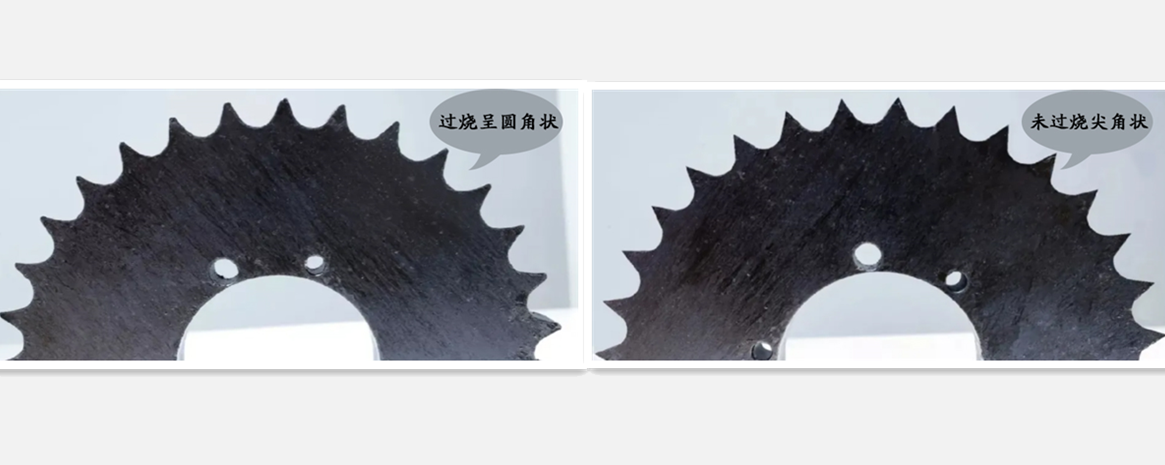
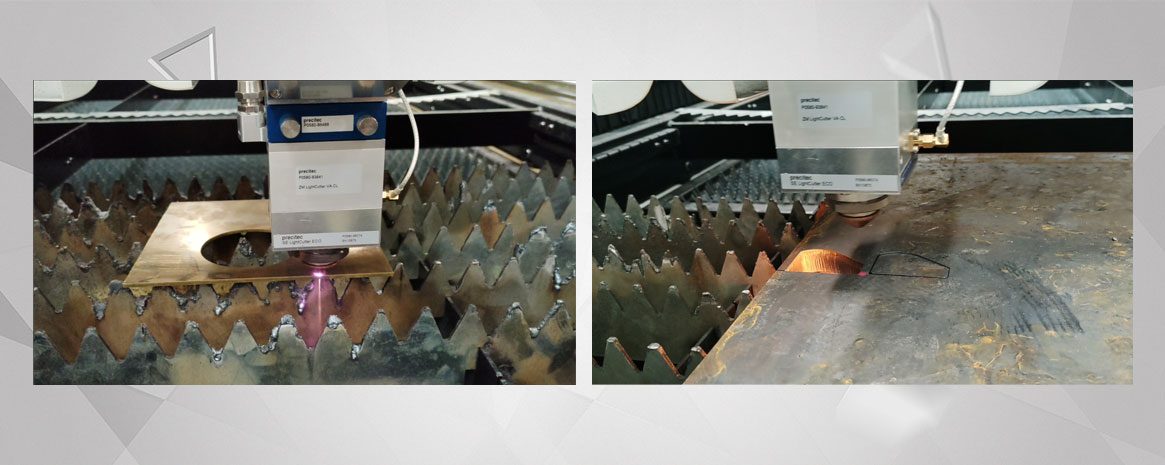
Laser cutting is a thermal processing process. Generally, the heat produced by cutting is part of the heat produced by cutting under normal conditions is taken away by the protective gas, and part of the heat is diffused to the processed workpiece through the slit. In the processing of the small holes of the
laser cutting machine, the outside of the hole can be sufficiently cooled, but the small hole inside the single hole has a small space for heat diffusion, and the heat energy is too concentrated, which may cause overburning, slagging, etc. In addition, in the cutting of thick plates, the molten metal accumulated on the surface of the material and the accumulation of heat generated during the perforation will cause the auxiliary airflow to be turbulent, and the heat input will be too much, which will lead to overburning.
What should we do if the solution of overburning occurs during laser cutting machine processing, let's take a look at how we should deal with different situations respectively?
The first is the solution to overburning during laser cutting of carbon steel small holes: In carbon steel cutting with oxygen as auxiliary gas, the key to solving the problem lies in how to deal with the occurrence of oxidation reaction heat. At this time, oxygen can be supplemented during perforation, and the lag can be switched to supplementary air or nitrogen for cutting.
Low-frequency, high-peak output power pulse cutting conditions need to have the output characteristics of cutting heat, which helps to optimize the cutting conditions, and set the conditions to a single pulsed laser beam, powerful energy, and peak output. The value and low frequency conditions can act on the accumulation of molten metal on the surface of the material during the process of cutting and perforating, and act on the heat output.
Laser cutting is the solution when cutting aluminum alloy or stainless steel. In this type of material processing, the auxiliary gas nitrogen can be used. It is inevitable that there will be burnt edges during the cutting process, but it will be due to the inner material of the small hole. The temperature value is very high, and the phenomenon of slagging on the inside is more frequent.
A useful solution is to increase the pressure of the auxiliary gas and set the conditions to pulse conditions with high peak output and low frequency. When the auxiliary gas uses air, it is the same as when using nitrogen. It will not overburn, but it is easy to slag at the bottom. The conditions need to be set to high auxiliary gas pressure, high peak output, and low frequency pulse conditions.
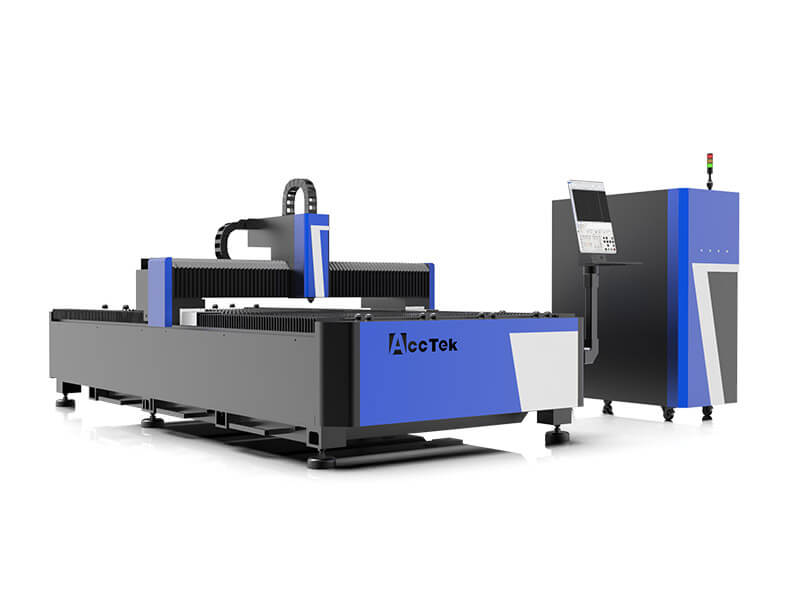
Newly designed fiber laser cutting machine with rotating shaft
AKJ1530FR Fiber laser cutting machine with automatic rotating shaft. The dual-purpose laser cutting machine for pipes uses an automatic rotating shaft to cut metal pipes. The materials that can be processed are more diversified. It is the best choice for metal cutting.
Raytool cutting head
Swiss Raytools brand autofocus cutting head, suitable for medium and high power fiber lasers in industrial applications. Imported closed-loop motor is used to perforate and cut various material thicknesses at high speed. Automatically find the best focus without manual focus, which is more efficient.
Automatic pipe rotation axis
Used for cutting round and square tubes. Both sides are designed with electric clamps, which can cut 20-200mm diameter pipes.
Yaskawa Servo Motor
The signal feedback speed is faster, realizing high-speed acceleration and deceleration, and the response speed is fast. Low heat, low noise, high speed and high precision. Strong anti-interference ability and strong anti-overload ability.
ACCTEK fiber laser cutting machine can provide effective help for your metal manufacturing plan, allowing your workshop to cut metal materials more efficiently. Now you can consult online for free, and you will get more suggestions for buying a metal cutting machine.