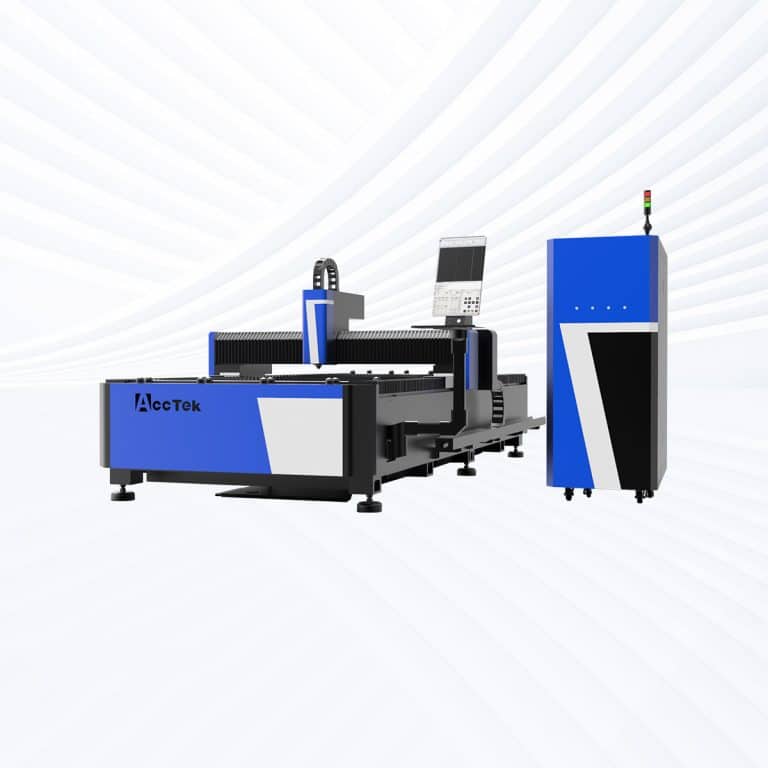
Product Introduction
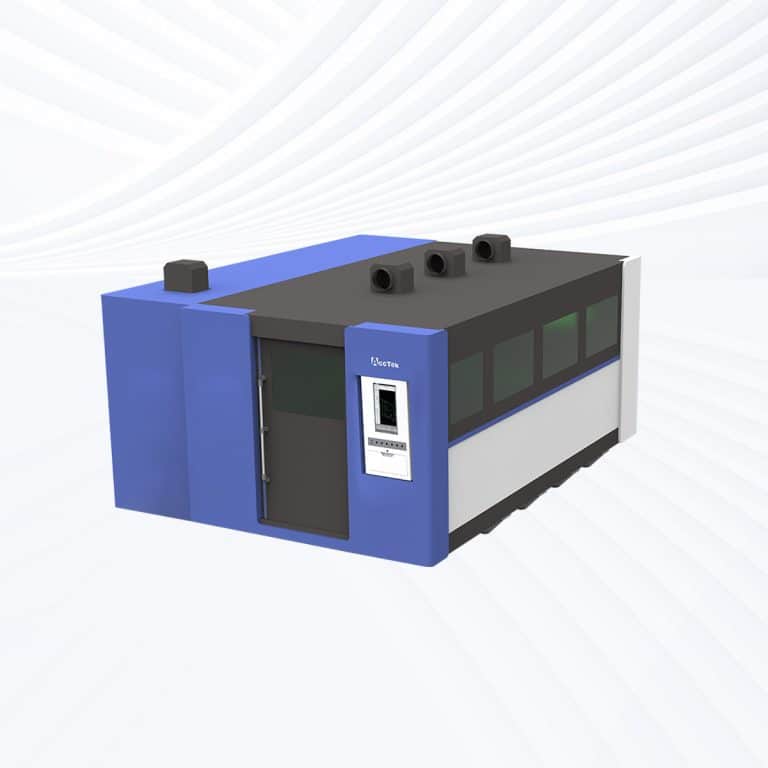
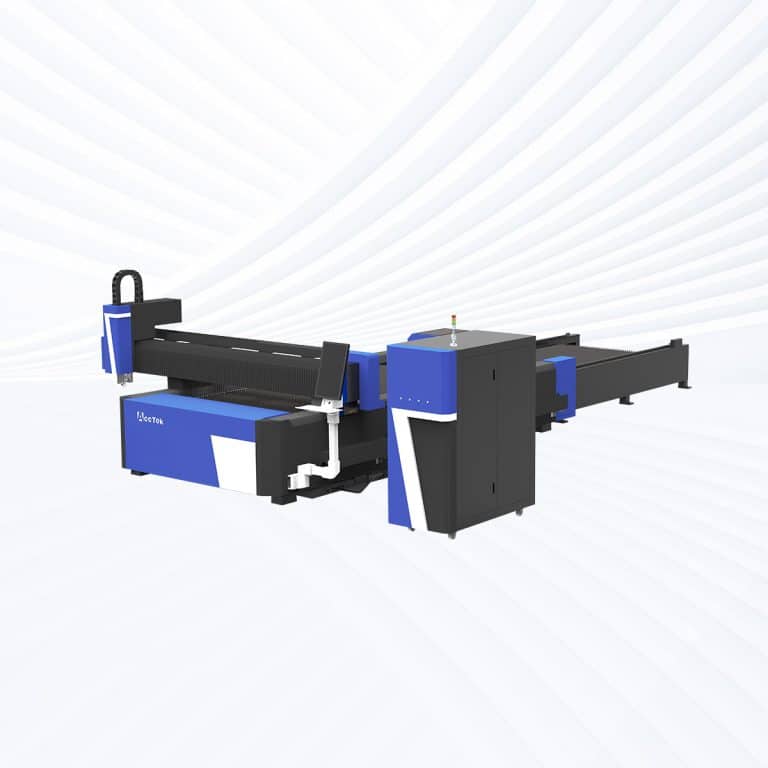
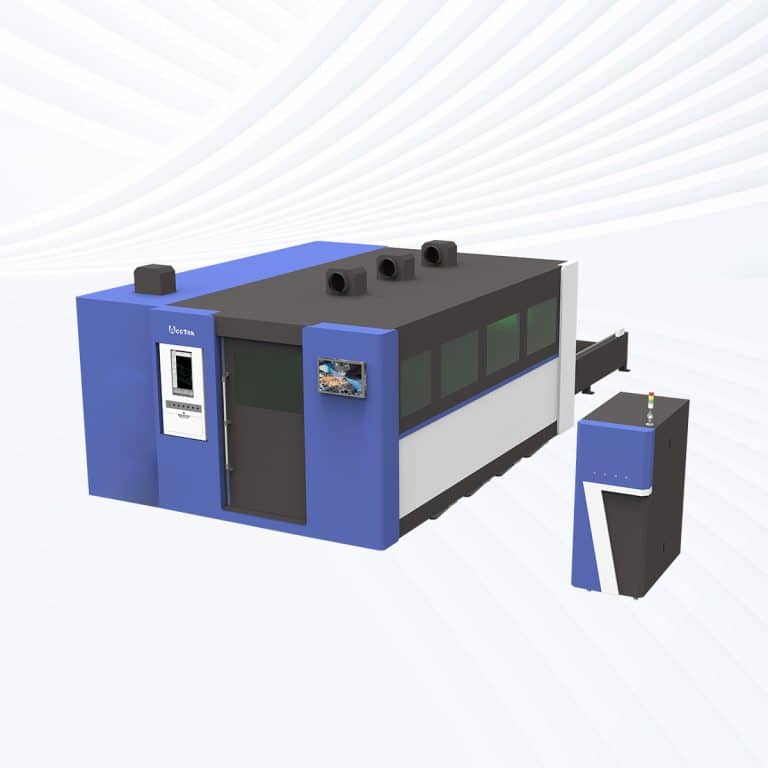
Types of Galvanized Steel Laser Cutting Machines


Cutting Thickness Reference
| Laser Power (kW) | Thickness (mm) | Cutting Speed (m/min) | Focus Position (mm) | Cutting Height (mm) | Gas | Nozzle (mm) | Pressure (bar) |
|---|---|---|---|---|---|---|---|
| 1KW | 1 | 4.8-7.2 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 2.4-3.6 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 1.2-1.8 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 0.8-1.2 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 0.6-0.9 | -2 | 0.6 | N2 | 2 | 14 | |
| 1.5KW | 1 | 6.5-10.0 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 3.2-4.9 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 1.6-2.4 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 1.1-1.6 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 0.8-1.2 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 0.6-1.0 | -2 | 0.6 | N2 | 2 | 14 | |
| 2KW | 1 | 8.2-12.2 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 4.1-6.1 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 2.0-3.1 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 1.4-2.0 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 1.0-1.5 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 0.8-1.2 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 0.5-0.8 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 0.4-0.6 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 0.3-0.4 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 3KW | 1 | 11.0-16.6 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 5.5-8.3 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 2.8-4.1 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 1.8-2.8 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 1.4-2.1 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 1.1-1.7 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 0.7-1.1 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 0.6-0.8 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 0.4-0.6 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 0.3-0.4 | -3 | 0.5 | N2 | 3 | 16 | |
| 4KW | 1 | 13.0-20.0 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 6.7-10.0 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 3.4-5.0 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 2.2-3.3 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 1.7-2.5 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 1.3-2.0 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 0.9-1.3 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 0.7-1.0 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 0.4-0.7 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 0.3-0.5 | -3 | 0.5 | N2 | 3 | 16 | |
| 16 | 0.2-0.4 | -3 | 0.5 | N2 | 3 | 16 | |
| 6KW | 1 | 17.3-26.0 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 8.6-13.0 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 4.3-6.5 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 2.9-4.3 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 2.2-3.2 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 1.7-2.6 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 1.2-1.7 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 0.9-1.3 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 0.6-0.9 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 0.4-0.6 | -3 | 0.5 | N2 | 3 | 16 | |
| 16 | 0.3-0.5 | -3 | 0.5 | N2 | 3 | 16 | |
| 18 | 0.25-0.4 | -4 | 0.5 | N2 | 3 | 16 | |
| 12KW | 1 | 26.0-39.0 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 13.0-19.5 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 6.5-9.7 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 4.3-6.5 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 3.2-4.9 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 2.6-3.9 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 1.7-2.6 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 1.3-2.0 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 0.9-1.3 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 0.6-1.0 | -3 | 0.5 | N2 | 3 | 16 | |
| 16 | 0.5-0.8 | -3 | 0.5 | N2 | 3 | 16 | |
| 18 | 0.4-0.6 | -4 | 0.5 | N2 | 3 | 16 | |
| 20 | 0.3-0.5 | -4 | 0.5 | N2 | 3 | 16 | |
| 25 | 0.2-0.3 | -4 | 0.5 | N2 | 3.5 | 16 | |
| 20KW | 1 | 38.0-57.0 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 19.2-28.8 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 9.6-14.4 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 6.4-9.6 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 4.8-7.2 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 3.8-5.8 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 2.6-3.8 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 1.9-2.9 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 1.3-1.9 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 1.0-1.4 | -3 | 0.5 | N2 | 3 | 16 | |
| 16 | 0.8-1.2 | -3 | 0.5 | N2 | 3 | 16 | |
| 18 | 0.6-1.0 | -4 | 0.5 | N2 | 3 | 16 | |
| 20 | 0.5-0.8 | -4 | 0.5 | N2 | 3 | 16 | |
| 25 | 0.3-0.5 | -4 | 0.5 | N2 | 3.5 | 16 | |
| 30 | 0.2-0.3 | -5 | 0.5 | N2 | 3.5 | 18 | |
| 30KW | 1 | 48.0-72.0 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 24.0-36.0 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 12.0-18.0 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 8.0-12.0 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 6.0-9.0 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 4.8-7.2 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 3.2-4.8 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 2.4-3.6 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 1.6-2.4 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 1.2-1.8 | -3 | 0.5 | N2 | 3 | 16 | |
| 16 | 1.0-1.4 | -3 | 0.5 | N2 | 3 | 16 | |
| 18 | 0.8-1.2 | -4 | 0.5 | N2 | 3 | 16 | |
| 20 | 0.6-1.0 | -4 | 0.5 | N2 | 3 | 16 | |
| 25 | 0.4-0.6 | -4 | 0.5 | N2 | 3.5 | 16 | |
| 30 | 0.3-0.4 | -5 | 0.5 | N2 | 3.5 | 18 | |
| 40 | 0.15-0.2 | -5 | 0.4 | N2 | 3.5 | 18 | |
| 40KW | 1 | 57.6-86.4 | 0 | 0.8 | N2 | 1.6 | 12 |
| 2 | 28.8-43.2 | -1 | 0.8 | N2 | 1.6 | 12 | |
| 3 | 14.4-21.6 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 4 | 9.6-14.4 | -1.5 | 0.6 | N2 | 2 | 14 | |
| 5 | 7.2-10.8 | -2 | 0.6 | N2 | 2 | 14 | |
| 6 | 5.8-8.6 | -2 | 0.6 | N2 | 2 | 14 | |
| 8 | 3.8-5.8 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 10 | 2.9-4.3 | -2.5 | 0.6 | N2 | 2.5 | 14 | |
| 12 | 1.9-2.9 | -3 | 0.5 | N2 | 2.5 | 14 | |
| 14 | 1.4-2.2 | -3 | 0.5 | N2 | 3 | 16 | |
| 16 | 1.1-1.7 | -3 | 0.5 | N2 | 3 | 16 | |
| 18 | 1.0-1.4 | -4 | 0.5 | N2 | 3 | 16 | |
| 20 | 0.8-1.2 | -4 | 0.5 | N2 | 3 | 16 | |
| 25 | 0.5-0.7 | -4 | 0.5 | N2 | 3.5 | 16 | |
| 30 | 0.3-0.5 | -5 | 0.5 | N2 | 3.5 | 18 | |
| 40 | 0.2-0.3 | -5 | 0.4 | N2 | 3.5 | 18 | |
| 50 | 0.1-0.2 | -5 | 0.4 | N2 | 4 | 18 |
Compatible Galvanized Steel Grades
- ASTM A653 CS Type A, G60
- ASTM A653 CS Type B, G90
- ASTM A653 CS Type C, G115
- ASTM A653 FS, G60
- ASTM A653 FS, G90
- ASTM A653 DDS, G90
- ASTM A653 EDDS, G90
- ASTM A653 Structural Grade 33, G60
- ASTM A653 Structural Grade 40, G90
- ASTM A653 Structural Grade 50, G115
- ASTM A653 HSLAS Grade 50, G60
- ASTM A653 HSLAS Grade 70, G90
- ASTM A924 AZ50
- ASTM A792 Grade 50 Class 2
- ASTM A875 CSB, GF60
- ASTM A1046 SS Grade 50, ZF75
- EN 10346 DX51D + Z100
- EN 10346 DX52D + Z140
- EN 10346 DX53D + Z200
- EN 10346 DX54D + Z275
- EN 10346 DX56D + Z100
- EN 10346 S220GD + Z275
- EN 10346 S250GD + Z275
- EN 10346 S280GD + Z275
- EN 10346 S320GD + Z100
- EN 10346 S350GD + Z275
- EN 10346 S390GD + Z200
- EN 10346 S420GD + Z275
- EN 10346 HX220BD + Z
- EN 10346 HX300LAD + Z
- EN 10346 HX340LAD + Z
- EN 10346 HX420LAD + Z
- JIS G3302 SGCC
- JIS G3302 SGHC
- JIS G3302 SGH340
- JIS G3312 SGLCC
- ISO 3575 HR210 + Z100
- ISO 3575 HR300 + Z200
- CSA G40.21 340W-GALV
- AISI 1010 Hot-Dip Galvanized, G90
Application of Galvanized Steel Laser Cutting Machines








Customer Testimonials
Comparison VS Other Cutting Technologies
| Feature | Laser Cutting | Plasma Cutting | Waterjet Cutting | Flame Cutting |
|---|---|---|---|---|
| Cut Quality | Smooth, burr-free edges | Fair; dross often present | Excellent, smooth | Rough, irregular |
| Coating Preservation | Zinc layer largely intact | Edge zinc burned away | 100 % preserved | Coating destroyed, heavy scaling |
| Dimensional Precision | ±0.1 mm typical | ±0.5 mm | ±0.2 mm | > ±1 mm |
| Heat-Affected Zone (HAZ) | Very small (<0.2 mm) | Large | None | Very large |
| Kerf Width | Narrow (0.1–0.3 mm) | Wide (2–3 mm) | ~1 mm | > 3 mm |
| Edge Cleanup Required | Minimal / none | Grinding usually needed | Minimal | Extensive descaling |
| Cutting Speed | Fastest | Fast | Slow | Very slow |
| Thickness Capability | 0.5 – 20 mm (typ.) | 1 – 40 mm | 0.5 – 150 mm | Mainly >6 mm |
| Fume & Smoke | Low; captured by extractor | Moderate metal & zinc fumes | Water mist only | Heavy toxic zinc fumes |
| Post-Processing Needs | Rarely required | Frequent | Rare | Frequent |
| Initial Equipment Cost | High | Moderate | High | Low |
| Operating Cost | Moderate (gas & power) | Low | High (abrasive & water) | Low |
| Noise Level | Low | High | Low | Very high |
| Automation/CNC | Full integration, lights-out ready | Good | Good | Limited |
| Environmental Impact | Clean, filtered fumes | Metal dust & fumes | Water & abrasive disposal | High emissions, toxic smoke |
Why Choose Us
Advanced Technology
Our laser cutting machines feature high-speed, precision cutting with the latest laser technology, ensuring smooth edges, minimal waste, and superior efficiency across various materials and thicknesses.
Reliable Quality
Each machine undergoes rigorous quality control and durability testing to ensure long-term stability, low maintenance, and consistent high performance, even under demanding industrial conditions.
Comprehensive Support
We provide full technical support, including installation guidance, operator training, and after-sales service, ensuring smooth machine operation and minimal downtime for your business.
Cost-Effective Solutions
Our machines offer high performance at competitive prices, with customizable options to fit different production needs, helping businesses maximize their investment without compromising on quality.
Related Resources

Power Consumption of Laser Cutting Machines
This article explores the factors affecting power consumption in laser cutting machines, including technology, material thickness, auxiliary systems, and strategies for energy-efficient operation.

Understanding The Cooling System Of Laser Cutting Machines
This article explores the cooling system of laser cutting machines, including chiller operation, cooling water management, maintenance, alarms, troubleshooting, and safety requirements.
Oscillating Knife Cutting VS Laser Cutting
This article provides a comprehensive comparison of oscillating knife cutting and laser cutting, covering working principles, materials, precision, cost, efficiency, safety, and how to choose the right method.

How Effective Is Laser Cutting
This article outlines the effectiveness of laser cutting, including its principles, materials, precision, speed, cost factors, environmental impact, applications, and comparisons with other cutting methods.
Frequently Asked Questions
How Accurate Is The Laser Cutting of Galvanized Steel?
- Dimensional Accuracy: Fiber laser cutting systems can routinely achieve cutting tolerances within ±0.1 mm or better, even on complex geometries. This level of precision is ideal for parts that require tight fits, such as enclosures, brackets, or architectural panels. The consistency of motion systems and beam quality ensures repeatable results across large production runs.
- Edge Quality: The zinc coating on galvanized steel vaporizes during cutting, and if not properly managed, this can lead to slight edge roughness, micro-spatter, or irregular cut lines. However, optimized gas flow—usually using oxygen or nitrogen—and tuned cutting speed help produce clean, smooth edges with minimal post-processing required.
- Kerf Width and Detail Resolution: Laser beams used for galvanized steel have a very narrow kerf, often less than 0.3 mm. This allows for intricate detailing and tight contours without distortion or material warping. Features like slots, holes, and notches can be cut sharply, provided the part is properly supported to minimize heat distortion.
- Thermal Effects: Zinc has a lower melting and vaporization point than steel, which can sometimes cause minor surface pitting or edge discoloration. This doesn’t usually affect accuracy, but may alter the appearance if the cosmetic finish is critical. Cooling time, beam focus, and assist gas help minimize heat-affected zones and warping.
- Material Thickness: Accuracy remains high across a range of sheet thicknesses, though thinner sheets (under 2 mm) are more sensitive to heat distortion if the laser is overpowered or cutting too slowly. Heavier gauges up to 6–10 mm retain their shape better and allow for deeper cuts without compromising precision.
What Power Levels Are Available For Galvanized Steel Laser Cutting Machines?
- 1000W and 1500W Systems: These lower-power machines are ideal for cutting thin galvanized steel sheets, usually up to 1.5–2 mm thick. They offer good precision and clean cuts at slower speeds, making them suitable for prototyping, signage, and light fabrication where high throughput isn’t a priority.
- 2000W to 3000W Machines: In this mid-power range, machines can cut galvanized steel up to about 3–5 mm thick with improved speed and edge quality. These systems are commonly found in fabrication shops and metalworking businesses that require reliable performance for medium-thickness materials without the cost and infrastructure demands of high-power models.
- 4000W and 6000W Machines: These power levels support the cutting of galvanized steel up to 6–10 mm, depending on part geometry and assist gas settings. They offer faster cycle times, higher productivity, and better thermal management. This range is a common choice for industrial operations needing consistent output on a variety of sheet metal products.
- 12000W to 40000W Systems: High-power fiber lasers in this category are designed for heavy-duty production environments. They can cut galvanized steel well beyond 10 mm thickness and dramatically increase throughput, especially on high-volume production lines. These machines support advanced features like automatic loading systems, multiple cutting heads, and smart optimization software to manage heat zones and minimize coating damage during cutting.
What Is The Price of Galvanized Steel Laser Cutting Machines?
- Entry-Level Machines ($15,000–$40,000): Lower-cost models in this range typically offer 1000W to 1500W of power and are designed for cutting thin galvanized sheets, generally under 2 mm. These machines have compact footprints and are well-suited for hobby shops, schools, light-duty fabricators, or small businesses with limited production needs. Expect manual loading, basic controls, and slower cutting speeds.
- Mid-Range Models ($40,000–$100,000): Systems in this tier usually fall in the 2000W to 6000W power range. They can handle thicker galvanized steel (up to 6–8 mm) with greater speed and precision. This category includes more advanced motion systems, automated gas controls, larger working beds, and optional features like nesting software or touch-screen HMIs. These are the go-to machines for general-purpose metal fabrication and job shops.
- High-End Industrial Systems ($100,000–$200,000+): At the top end of the spectrum, machines offer 12kW to 40kW power levels, large-format cutting areas, automated material handling, and integrated dust collection systems. These are designed for high-throughput, round-the-clock production, capable of cutting galvanized steel up to 10 mm or more, with tight tolerances and minimal edge discoloration. They are commonly used in automotive, HVAC, agricultural equipment, and construction sectors.
What Is The Maximum Thickness of Galvanized Steel That The Laser Can Cut?
- Low-Power Lasers (1kW–2kW): These systems are best suited for cutting thin galvanized sheets, typically up to 5–12 mm thick. At this level, cuts are clean and precise, but speed is slower, and edge quality may suffer on anything thicker.
- Mid-Range Lasers (3kW–6kW): With proper gas flow and speed control, these machines can reliably cut galvanized steel up to 14–18 mm thick. They are widely used in fabrication shops for structural components, HVAC ductwork, and appliance panels. Quality remains high, especially when nitrogen or oxygen is used correctly to manage the zinc coating.
- High-Power Lasers (12kW–40kW): At the industrial level, high-power fiber lasers are capable of cutting galvanized steel up to 25–50 mm thick, although edge smoothness and oxidation control become more difficult as thickness increases. Machines at this level are typically equipped with advanced gas regulation systems, nozzle cleaning stations, and real-time process monitoring to maintain consistency.
What Auxiliary Gas Is Used For Laser Cutting Galvanized Steel?
- Oxygen: Oxygen is commonly used when cutting speed and efficiency are priorities. It supports the laser’s cutting ability through an exothermic reaction—oxygen reacts with the steel, adding heat and allowing the laser to move quickly through the material. This approach is effective for structural components or industrial parts where edge oxidation and surface discoloration are not concerns.
- Nitrogen: Nitrogen is the preferred choice when a clean, bright edge is required. As an inert gas, nitrogen does not react with the metal or the zinc coating, resulting in smooth, oxide-free cuts. This is especially important for parts that will be welded, coated, or used in decorative applications. While nitrogen offers superior finish quality, it typically requires higher gas pressure, increasing operational costs.
- Compressed Air: Compressed air, a blend of nitrogen and oxygen, is a cost-effective option for general-purpose cutting. It’s often used where aesthetic quality is less important, such as for brackets, housings, or quick-turn prototyping. However, the presence of oxygen in the air can cause minor oxidation and slightly rougher edges compared to pure nitrogen.
How To Optimize Gas Consumption For Cutting Galvanized Steel?
- Adjust Pressure to Match Cutting Needs: Using more gas than necessary doesn’t improve cut quality—it just increases cost. Set the assist gas pressure based on the cutting parameters rather than defaulting to maximum values. For example, nitrogen typically requires high pressure for clean edges, but beyond a certain point, higher pressure adds no real benefit. Use manufacturer-recommended pressure ranges and adjust incrementally to find the sweet spot for each cut profile.
- Use the Correct Nozzle Size and Type: Nozzle size has a direct impact on gas flow rate and efficiency. A nozzle that’s too large will bleed excess gas, while a nozzle that’s too small might not clear the kerf effectively. Use conical nozzles for high-speed cuts and cylindrical ones for more control during detailed work. Regularly inspect and replace worn nozzles, as even small deformations can disrupt flow and increase gas use.
- Optimize Cutting Speed and Focus Settings: Gas consumption increases when the cutting speed is too slow, since more gas is used over a longer duration. Fine-tune the feed rate and ensure the laser focus is correctly aligned to avoid overuse of gas, compensating for poor cuts. A properly focused beam reduces the amount of gas needed to blow out slag or maintain a clean kerf.
- Use Piercing and Corner Routines Efficiently: During piercing or tight turns, some machines ramp up gas flow automatically. Minimize idle or excessive piercing time and smooth out cutting paths in the software to avoid unnecessary high-flow intervals. Smart nesting and efficient lead-in designs reduce the number of starts and stops, each of which consumes extra gas.
- Invest in Pressure-Regulated Valves and Flow Monitoring: Modern gas delivery systems include digital mass flow controllers or proportional valves that adjust gas flow in real time. These systems reduce over-pressurization and allow for more precise control across different cutting jobs. Flow meters can help identify leaks or inefficiencies early.
- Prevent Gas Leaks and Contamination: Loose fittings, cracked hoses, or improperly sealed connections can cause invisible gas leaks. Regularly check all components in the gas delivery line. Also, ensure gas cylinders are secured and stored correctly to prevent contamination, which can affect performance and force higher flow rates to compensate.
How To Choose The Focus Position For Laser Cutting Galvanized Steel?
- Focus Below Surface (Negative Focus): For most galvanized steel cutting applications, especially when using oxygen, a slightly negative focus—where the focal point is set below the surface of the material—is preferred. This concentrates energy deeper in the cut zone, allowing faster melt removal and better penetration. It’s particularly useful for straight cuts, thicker gauges, or high-speed production where maintaining a continuous, stable cut is more important than ultra-fine edge detail.
- Focus at Surface (Zero Focus): When cutting thin galvanized sheets with nitrogen, placing the focus directly on the material surface offers the best results. This ensures a narrow kerf, smooth edge finish, and minimal burrs or discoloration. It’s ideal for parts that require clean, visible edges or precise dimensions, such as panels, vents, or enclosures. Zero focus also helps reduce the thermal impact on the zinc coating, limiting vaporization and edge pitting.
- Focus Above Surface (Positive Focus): This setting is rare but occasionally used for piercing routines or fine feature engraving. With the focal point slightly above the sheet, the beam diverges before reaching the material, producing a wider kerf. It’s not ideal for through-cuts, but it can help reduce back-spatter and zinc buildup during pierce points.
- Dynamic Focus and Auto-Tracking: Many modern fiber laser systems use capacitive height sensors or auto-focus heads to adjust the focus in real-time. This allows the machine to adapt to part warping, uneven material, or changes in cutting angle. These systems ensure consistent quality and reduce the chance of incomplete cuts or lens contamination.
What Are The Risks of Laser Cutting Galvanized Steel?
- Zinc Fume Emissions: When galvanized steel is cut with a laser, the high heat vaporizes the zinc coating, producing zinc oxide fumes. These fumes can be harmful if inhaled in significant amounts and may lead to metal fume fever, a temporary flu-like illness with symptoms like chills, nausea, and headaches. Although not fatal, chronic exposure to zinc fumes should be avoided. Proper fume extraction and ventilation are essential, especially in enclosed or high-volume work areas.
- Optics Contamination and Lens Damage: Zinc vapor can deposit on the laser lens and protective window, especially if fume extraction is insufficient. This buildup reduces cutting accuracy and can lead to burnt optics or premature lens failure. Frequent inspection and cleaning of the optics are necessary to maintain laser performance and prevent costly downtime.
- Back Spatter and Surface Pitting: During piercing or cutting, molten zinc can spatter upward or sideways, especially when assist gas settings are not optimized. This spatter can cause pitting on the surface, leave debris on nearby components, or degrade the finish quality of the cut part. Nozzle alignment, correct pierce routines, and using the right assist gas can minimize this risk.
- Zinc Pooling and Re-Solidification: The melted zinc can occasionally pool along the edge or inside the kerf and re-solidify unevenly, especially at slower cutting speeds. This leads to rough edges, burrs, and in severe cases, cut interruptions. Maintaining appropriate feed rates and using nitrogen can help flush out the molten material more effectively.
- Fire Hazard: Zinc itself is not highly flammable, but the fine particulate generated during cutting can settle inside the machine. If these particles are exposed to heat or sparks, they can ignite. Over time, dust buildup in extraction systems or underneath the cutting bed poses a potential fire risk, making routine cleaning and filter maintenance crucial.
- Reduced Weldability and Coating Integrity: Overheating galvanized steel during cutting may damage or vaporize too much of the protective zinc coating, leaving the steel underneath vulnerable to rust. If the part is intended for welding or long-term exposure to moisture, damaged areas should be post-treated or recoated to restore corrosion resistance.
- Machine Component Wear: Continuous cutting of galvanized steel accelerates wear on components like nozzles, sensors, and air delivery lines, due to the abrasive nature of zinc particles and frequent exposure to heat and fumes. Regular maintenance ensures these parts stay functional and do not affect cut quality or gas flow.