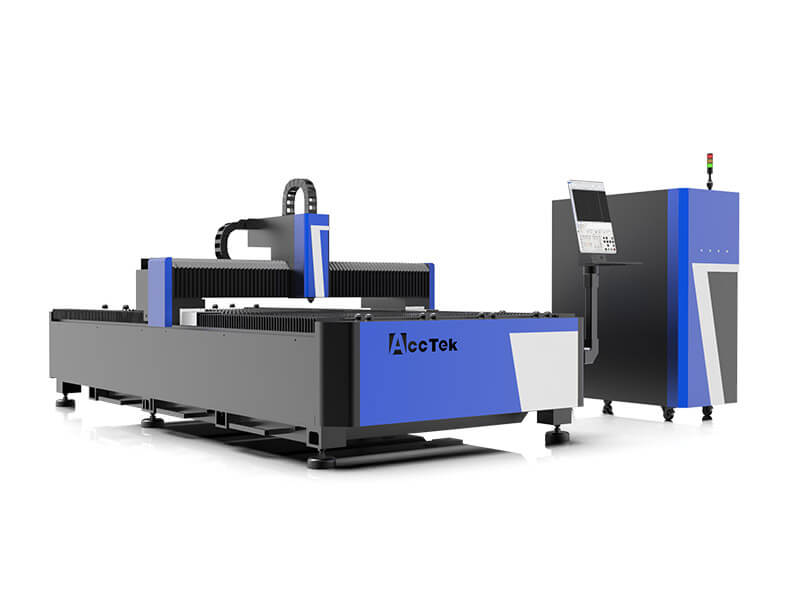
The collets and the
tool holder are a small part of the
cnc router machine, which is often overlooked by the machine operator. However, the service life of any colleting system is limited, and all collets should be replaced regularly. Collets should be inspected and cleaned during each tool change and checked for any metal damage. These checks are necessary, and if damage is visible, the collet should be discarded and replaced.
Collets can be damaged without any visible signs. The most common problem is metal fatigue. An easy way to see if there is metal fatigue is to insert the tool shank into the back of the collet and then try it in the front side. If the tightness is not the same both ways, then the collet is fatigued and should be discarded. One major cause of collet metal fatigue is from overtightening. A tool holder tightening stand and torque wrench should always be used.
The loss of gripping pressure is a natural occurrence over time simply from regular use, but it also happens from heat generated by the
cutting tool and also the spindle. The constant heating and cooling of the collet causes the fatigue which in turn causes the collet to lose its gripping power.

When should you replace your Collets?
Collets should be replaced every 2 to 3 months based on an 8 hour work day. Replacing collets at the recommended time line will result in longer lasting tools, better cuts, and longer spindle service intervals.
Correct installation of the tool in the collet is of absolute importance. The tool must only be gripped on the shank part of the tool. Never should any part of the flute be inside the collet. The collet should be snapped into the nut before tightening or damage to the collet will occur.
How do I clean my Collets?
Spray the Rust Free Cleaner on the surface and allow it to soak for a minute.
Use the Collet Brush Kit to clean the surface thoroughly.
Rinse off using denatured alcohol. Feel the surface using your fingers to make sure the surface is clean.
Apply a small amount of Lubricant to prevent rusting.

Why should I replace my Tool Holders?
It is best practice for shops to clean and inspect tool holders and spindles after every job. Tool holders should be completely disassembled and cleaned. A contamination-free tool holder and machine tool spindle interface ensures tool holders properly seat at full taper contact and are pulled into the spindle taper at maximum force. With holders held and positioned accurately, a machine’s full power and tolerance capabilities can then effectively and safely transfer to the cutting tools, while runout and vibration are reduced for superior part surface finish quality.
Tool Holders such as ISO 30, HSK 63F, HSK32E, and HSK25 have additional mating tolerances higher than those of the older style tapers. Because of this, these style tool holders can be more prone to runout caused by resin buildup. ”Fretting” or ”Bronzing” will cause inconsistent gripping in the taper and/or the flat mating surface and reduce consistency of tool life. If ignored, this will eventually cause premature spindle failure.
Every accessory of the
CNC router machine should not be ignored, and the best effect of each part can be ensured to make the
cnc engraving machine have a good running state. If your shop needs an engraving equipment, you can learn about our machines online. Our staff will provide you with free consultation services.