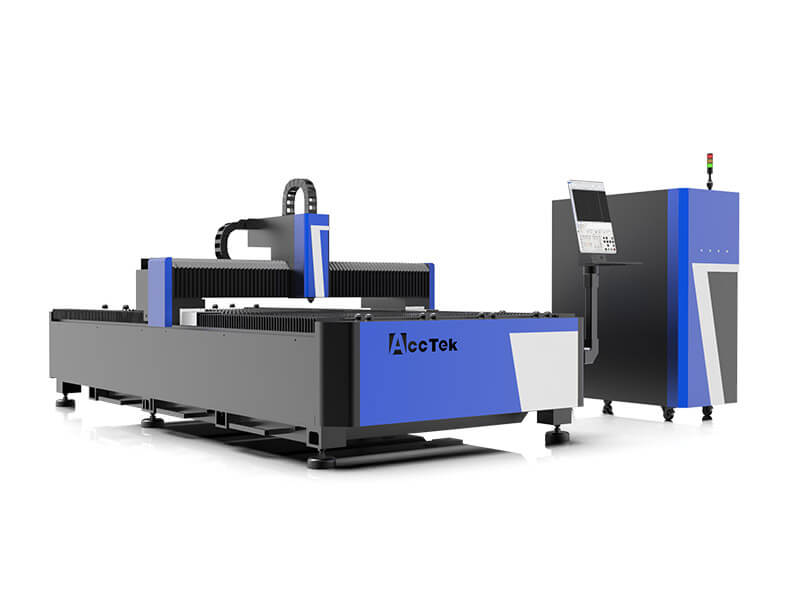
Burrs are actually excess residue particles on the surface of a metal material.Laser cutting machine in the processing of the workpiece, laser beam irradiation on the surface of the workpiece, the energy produced to make the surface of the workpiece vaporization, to achieve the purpose of cutting.When cutting, auxiliary gas will be used to quickly blow off the slag on the metal surface, making the cutting section smooth without burrs.Cutting different materials with different auxiliary gases, if the gas is not pure, or the pressure is not enough to cause a small flow, will lead to slag blowing not clean, forming a burr.Another reason is the setting of the device's parameters, such as the incorrect up and down position of the laser focus, and so on.
The reasons for excessive burr in laser cutting include:
1)The straight line speed of cutting is slow or fast
2)Cutting gas with too much or too little pressure.
3)The laser didn't come out of the center of the nozzle
4) The laser power parameters are not set correctly.
5)The focus position of the laser head is wrong.
solution:
1)The machine is unstable due to the long operation time of the machine, so it needs to be shut down and restarted to let the machine have a rest.
2) The linear cutting speed of the cutting machine is too slow, so it is necessary to increase the linear speed during operation.
3) If the output power of the laser is enough, check whether the laser works normally. If it is normal, observe whether the output value of the laser control button is correct and adjust accordingly.
4) If the laser focus position is correct, the focus position shall be tested and adjusted according to the offset of the focus.
5)Whether the cutting gas is not pure enough, if not, replace the high quality cutting auxiliary gas.
6)When oxygen is needed to cut the thin plate to increase the air pressure, the thick plate to reduce the air pressure.
7) Different cutting speeds should be tested in the cutting process.
8)It is necessary to check whether the laser parameters are set correctly and test the actual laser output power with a laser power meter.
9)The focus position needs to be tested and adjusted according to the offset of the focus.
10)The laser dot test should be carried out under the nozzle to find the center point.
In the process of processing, laser cutting machine parameter setting, gas purity and so on will affect the processing quality, the use of suitable, qualified gas, mix the machine, adjust the parameters, cut out of the workpiece will not appear burr.

● High quality AKJ1530 CO2 laser cutting machine
● Heavy duty ATC CNC router with horizontal spindle AKM2030C
● Buy a better 5 axis cnc router machine for your shop
● The applicable scope of laser cutting machine
● Application and selection of laser cutting machine
● Principle and technology of laser cutting glass
● How to choose a cnc router
● How to deal with soot in laser cutting and the application field of laser cutting
● Acctek exhibition footprint
● ATC CNC Router with a horizontal spindle
Get a Free Quote Now!
Useful Link
Recommend Machine
Big discount
Headquarters: 3-1007, Minghu Plaza, No. 777 Minghu West Street,Jinan City / Branch: A3-4-905, Hanyu Jingu, High-tech Zone, Jinan City
Factory: No. 3 Zone A, Lunzhen Industrial Zone,Yucheng City , Shandong Province( Postal code 251200)
Copyright © Jinan AccTek Machinery Co.,Ltd Power by DedeCms