How to solve the problem of abnormal reset of metal
laser cutter?
Laser cutter is a common processing equipment in modern times. There are always some headaches in the use of laser cutter, especially the problem of abnormal resetting of laser cutter. This is also an issue that everyone cares about. This article briefly introduces the solution to the abnormal reset of the laser cutter.
How to solve the abnormal reset problem?
1. Check whether the sensor is contaminated with dust, poor contact or damaged (wipe or replace the dust on the sensor);
2. Check whether the data cable of the flexible conductive tape is in poor contact or damaged (re-trim the data cable or replace the data cable);
3. Check whether the ground contact is reliable or whether the high-voltage wire is damaged (re-ground or replace the high-voltage wire);
4. Poor contact of the power cord.
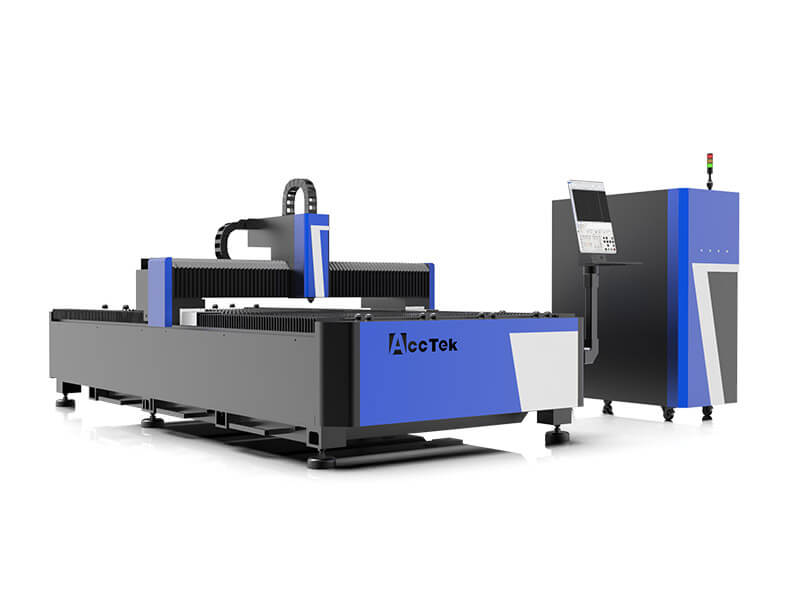
Fiber laser cutting machine
The omission and initialization of the laser cutter are incorrect, the data has been sent (corrected); the order of operation is reversed (re-enter); electrostatic interference (check whether the ground wire is off); whether the cleaning hook is misplaced and not closed; check whether the software parameter settings are correct (Reset); computer system error (reinstall the operating system and software); check whether the left and right belts are in the same tight state or whether the rear belt is too loose (belt tightening); check the belt or synchronous wheel slider or trip (tighten the synchronization Wheel or belt); check whether the beam is parallel (adjust the left and right belts).
At present, as a new type of cutting tool, the application of laser cutter in various industries is becoming more and more mature. So how does the laser cutter use laser perforation? Generally, a small hole must be perforated in the board. In the early laser cutter, a punch was used to make holes, and then a laser was used to cut from the small holes.
For laser cutter with pressure charging devices, the laser perforation method is mainly embodied in the following two aspects.
1. Pulse perforation: The peak power of pulsed laser is used to melt or evaporate a small amount of material. Air or nitrogen is often used as an auxiliary gas to reduce the expansion of pores due to exothermic oxidation. The gas pressure during cutting is less than the oxygen pressure. Each pulse laser only produces a small beam of particles, and gradually deepens, so a thick plate needs a few seconds to penetrate. After the perforation is completed, oxygen is used to replace the auxiliary gas for cutting. In this way, the smaller the hole diameter, the better the hole quality. The laser used for this purpose must not only have a higher output power, but also have more important time and space characteristics, so the conventional cross-flow CO2 laser cannot meet the requirements of laser cutting. In addition, a more reliable gas control system is needed to realize gas type, gas pressure switching and perforation time control.
2. Blasting perforation: After the material is irradiated by continuous laser, a pit is formed in the center, and then the molten material is quickly removed by the flow of oxygen coaxial with the laser beam to form a hole.
The reason why the round hole of the
laser cutter is not round
Laser cutter is a laser emitted from a laser. This laser has good performance. It can be seen that the laser cutter has multiple functions in the industrial field. The round holes in the laser cutter are relatively round, but they are always not round. So, why does the round hole of the laser cutter appear on the outside?
The processing of sheet metal is inseparable from the drilling process. At present, most sheet metal processing fields have begun to use laser cutter to process round holes. It is feasible to use a laser cutter to process round holes, but you need to pay attention to its methods and skills. We can know from repeated tests that there are many factors that plague our processors. In order to reduce the standard parts, we need to pay some small expenses to consider, otherwise it cannot be completed. The main problems are as follows.
1. Unsuitable air pressure
We all know that when cutting metal materials such as stainless steel and carbon steel, we need to use gases such as nitrogen and oxygen. Gas will have a great impact on our cutting quality. If the air pressure is too low, there will be slag scraping and carbonization at the edges, and if the air pressure is too high, a cavity explosion will occur. So choosing a suitable round hole can better cut round holes.
2. Too small round hole
In the case of a laser cutter cutting round holes with a ratio of 1:1 as the basic ratio, a lot of experiments have been carried out. The larger the hole diameter, the easier it is to produce round holes and round holes, but geometrically increases the processing difficulty . In other words, the larger the aperture, the easier it is to produce high-quality round holes.
3. Servo motor parameter error
It is not difficult to find when cutting round holes. Sometimes there will be out-of-round conditions, including ellipses and edge corners. In this case, in addition to laser attenuation, there is a greater possibility of mismatch of the movement axis. Check the parameters of the motor. If you want to make a good round hole, the requirements for the motor are relatively large. Servo motors are generally recommended.
4. Accuracy error of guide rail and screw
The error of the servo motor will affect the cutting quality, and the same guide rail and lead screw will also affect the accuracy of laser cutting round holes, which cannot achieve the expected results. This is also related to the strength of laser cutter manufacturers. If some factories cheat, they will feel greasy on the important parts of these equipment. If the accuracy is not achieved, the effect of the round hole will be poor. Therefore, laser cutter manufacturers should choose carefully.
This is the root cause of the deformation of the round hole of the laser cutting machine. You can understand it simply. I believe you can know the reason from these abstracts.