In CNC machine tools, the electric spindle usually adopts frequency conversion speed regulation. There are three control methods: general frequency conversion speed regulation, vector control and direct torque control.
Ordinary frequency conversion speed regulation is scalar drive and control, and its drive control characteristic is constant torque drive, and the output power is proportional to the speed. The dynamic performance of the common frequency conversion control is not ideal, the low-speed control performance is not good, the output power is not stable enough, and it does not have the c-axis function. But the price is cheap and the structure is simple. Generally used for grinding machines and ordinary high-speed milling machines.
The vector control technology imitates the control of a DC motor, using the rotor field orientation and vector transformation to achieve drive and control, and has good dynamic performance. The vector control driver has a larger torque value when it is just started. In addition, the electric spindle has a simple structure, low inertia, and high starting acceleration, which can reach the allowable speed limit immediately after starting.
This kind of driver has two kinds of open loop and closed loop. The latter can realize position and speed feedback, which not only has better dynamic performance, but also realizes the function of c-axis; the former has slightly worse dynamic performance and does not have c-axis. Functional, but cheap.
Direct torque control is a new type of high-performance AC speed regulation technology developed after vector control technology. Its control idea is novel, the system structure is simple and clear, and it is more suitable for the drive of high-speed electric spindles. The requirements of speed regulation range, high-speed instantaneous quasi-stop motion, and static characteristics have become the research hotspot of AC drive A technology.
Scope of application:
Granite, marble, bluestone, sandstone and other stone carvings
Granite and other hard stones can be carved into 5mm layers.
Marble and bluestone can be carved 5 mm at a time
Factors that depend on RPM and feed rate include:
The width and depth of the cut.
The type and design of the tool.
The rigidity and power of the machine.
The sharpness of the knife.
Precision and completion requirements.
Material for cutting CNC router
Material and diameter of the drill bit.
Use coolant and spindle.
Apply the following formula to achieve the desired feed rate.
Feed = N (number of slots/number of trimming edges) * chip load * RPM
Obviously, the feed rate of different materials is different. You need to remember the relationship between the definitions mentioned below.
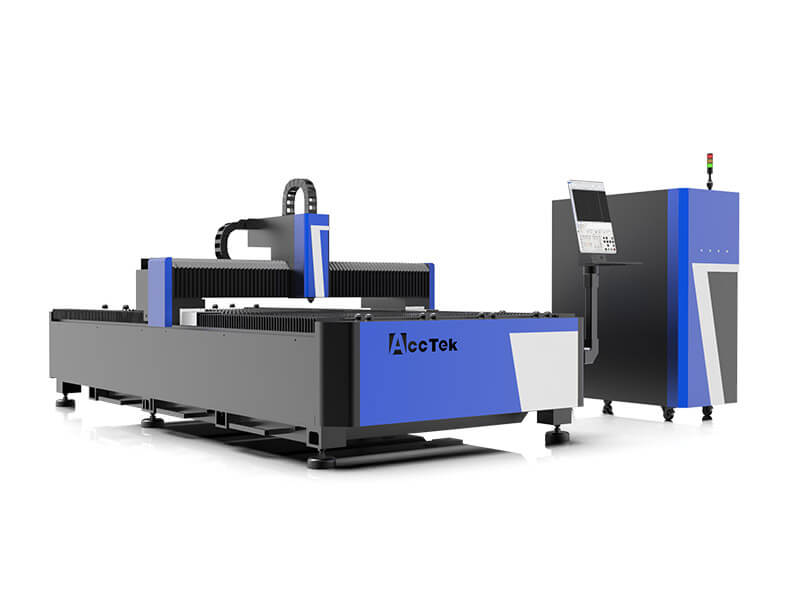
About the engraving machine
With the help of
CNC router, it can cut steel, PCD diamond, hard alloy, solid carbide and other materials.
Among them, solid carbide is the most popular because of the following advantages:
It has both the best rigidity and the best finish.
It shortens the cycle time and high feed rate.
It is accompanied by many new sharpenings.
It provides the widest range of geometric figures.
It has a long tool life and the best drop ability.
Despite these advantages, this particular variety also has some minor disadvantages:
The initial cost is quite high.
You can no longer grind plastic and aluminum tools.
If you don't use it on a well-maintained machine, you will face breakage.
In order to achieve the desired design on the material, it is important to use the appropriate feed and speed. In addition, before installing the drill, you must pay attention to whether all parts of the tool are correct. Before starting the tool, the operator must check the drill bit with a wrench and tool holder.
90°V drill bit
Core box bit
Sharp fillet drill bit
These three types of bits have different speeds of 12000, 14000, 16000, and 18000 rpm. The core box bit has good quality in appearance and appearance. The 90 degree position of the 12000 and 18000 changes is smooth, while the other option is rough.
Regardless of the speed, the third type of change did not reach the goal. Therefore, it is obvious that although the materials used on the material and the drill bit are the same, the results are different. The reason for this difference is RPM. To experience less waste and better work, you must set the right numbers.
Make sure that the value you set is correct so that no error occurs. Please note that if you are not sure about the speed and feed rate, please do not cut the material. This will not only save your materials, labor, money, but also save your time. Therefore, it is time to combine your
CNC router with perfect feedrate and RPM to get the best results.