We all know that
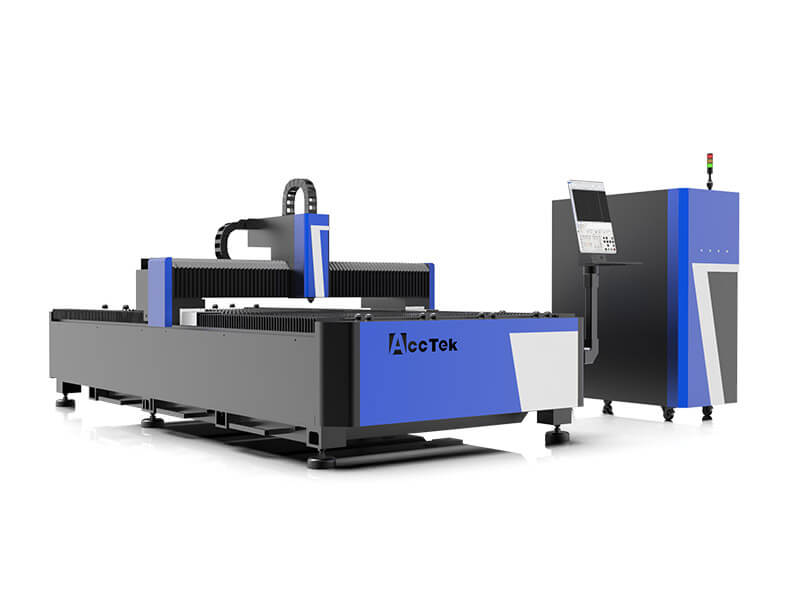
laser cutters have unparalleled advantages in the metal processing industry. Not only the cutting precision is high, but the section is smooth and free of burrs. Whether it is cutting thick or thin plates, the results that customers want can be achieved. In addition, the cutting effect is closely related to the focus control of the laser cutter. Therefore, in order to obtain a better cutting effect when cutting thick plates, it is necessary to set the focus of the laser beam in different places.
In the early applications of laser cutting, the main focusing method was to rely on manual labor. With the development of laser technology, manual focusing methods are gradually eliminated, and automatic focusing functions are gradually realized.
For example, a laser cutter can be equipped with a fully automatic focusing function. Then, someone would say that the optical path is integrated in the cutting head. Can the focus function be achieved by changing the height of the cutting head? When the cutting head is raised, the focus position will be very high, and when the cutting head is lowered, the focus position will be very low. However, it turns out that this is not as simple as you think.
How does the laser cutter focus?
The bottom of the laser cutting head is the nozzle. During the cutting process, the distance between the nozzle and the workpiece (nozzle height) is about 0.5~1.5mm, which can be regarded as a fixed value, that is, the nozzle height does not change, so the focus cannot be adjusted by raising the cutting head (otherwise, it cannot be completed Cutting process).
The focal length of the focusing lens cannot be changed, so we cannot expect to focus by changing the focal length. If the position of the focusing lens changes, the focus position can be changed: if the focusing lens is lowered, the focus will be lowered, and if the focusing lens is raised, the focus will be raised. -This is indeed a way to concentrate. Use a motor to drive the focus lens to move up and down to achieve auto focus.
Another automatic focusing method is to set a variable curvature mirror (or adjustable mirror) before the beam enters the focusing mirror. By changing the curvature of the mirror and the divergence angle of the reflected beam, the focus position can be changed.
This machine has an auto focus function, which can automatically adjust the focus to the most suitable position when processing workpieces of different materials and thickness. This can greatly improve the processing efficiency of the laser cutter and greatly shorten the perforation time of the thick plate. Therefore, for the laser cutting machine, the auto focus function is an important and indispensable function.
What are the benefits of autofocus?
Before the light beam enters the focusing mirror, the variable curvature mirror (or adjustable mirror) is set to auto zoom. By changing the curvature of the mirror and the divergence angle of the reflected beam, the focus position is changed.
This machine has an auto focus function, which can automatically adjust the focus to the most suitable position when processing workpieces of different materials and thickness. This can greatly improve the processing efficiency of the laser cutting machine and greatly shorten the perforation time of the thick plate.
Therefore, for the laser cutting machine, the auto focus function is an important and indispensable function.
Zero focal length
This method is the most common focus position, also known as zero focus, it is usually used for cutting SPC/SPH/SS 41 and other workpieces. When using, keep the laser cutter close to the surface of the workpiece.
In this mode, since the finish of the upper and lower surfaces of the workpiece is slightly different, the cutting surface near the focus will be smoother. Conversely, the cut surface far away from the focus will be rough. In actual use, it will be determined according to the different process requirements of the upper and lower surfaces.
Negative focal length
This method is also called negative focal length, because the position of the cutting point is not on the surface or inside of the workpiece, but on the top of the cutting material.
Generally, when using this type of focus, it is due to the relatively high thickness of the plate. If the focus is not in such a position, it may cause insufficient oxygen delivered by the nozzle, resulting in lower cutting temperature and inability to cut the material. However, a significant disadvantage of this method is that the cutting surface is rough, which is not suitable for precision cutting.
Positive focal length
This method is called the positive focal length method. When cutting stainless steel or aluminum plates and other materials, the focusing method is usually used, so that the cutting focus is located inside the workpiece.
The main disadvantage of this method is that the cutting range is relatively large. This cutting method often requires stronger cutting airflow, sufficient temperature and longer cutting and piercing time. Therefore, it can only be selected when cutting high hardness materials such as stainless steel or aluminum.
In short, during the use of the
laser cutter, according to the processing needs of different workpieces, choosing different focusing methods can give full play to the performance advantages of the laser cutter and ensure the cutting effect.