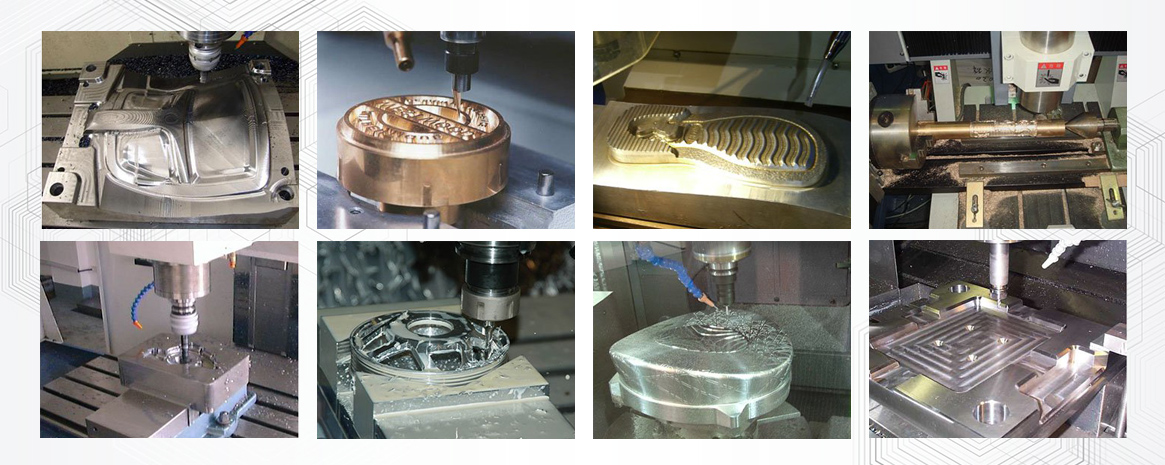
1. Commonly used cutting auxiliary gas
The fiber laser has gasification during this process, so auxiliary gas is necessary. Commonly used auxiliary gas for cutting includes nitrogen, oxygen and compressed air, and sometimes argon is used.
The main functions of the cutting auxiliary gas in the cutting process are: combustion and heat dissipation; protection of the focusing lens and prolonged service life; timely blowing off the melting stains generated by the cutting, and preventing the cutting melting stains from rebounding upward into the nozzle. Depending on the material to be cut, the power of the
fiber laser cutting machine is different, and the choice of auxiliary gas is also different for different laser cutting processes.
1) Nitrogen
Using nitrogen as the cutting auxiliary gas will form a protective layer around the metal of the cutting material to prevent the material from being oxidized and avoid the formation of oxide film. At the same time, further processing can be carried out directly. The end surface of the cut is bright and white, which is common in stainless steel and aluminum plates cutting.
2) Argon
Argon, like nitrogen, is an inert gas, and it can also prevent oxidation and nitridation during laser cutting. However, the price of argon gas is high, and it is extremely uneconomical to use argon gas for ordinary laser cutting of metal sheets. Argon gas cutting is mainly used for titanium and titanium alloys.
3) Oxygen
During cutting, oxygen and iron elements produce a chemical reaction, which promotes the endothermic melting of the metal, which can greatly improve the cutting efficiency and cutting thickness. However, due to the presence of oxygen, an obvious oxide film will be produced on the end of the incision, which will affect the cutting surface. The surrounding area produces a quenching effect, which has a certain impact on the subsequent processing. The end face of the cut is black or yellow, which is mainly used for the cutting of carbon steel plates.
4) Compressed air
If compressed air is used for the cutting assist gas, we know that there are about 21% oxygen and 78% nitrogen in the air. As far as the cutting speed is concerned, there is indeed no pure oxygen flux cutting method as fast as the cutting quality. In other words, there is indeed no cutting method with pure nitrogen protection that is effective. However, compressed air can be directly provided by an air compressor, which is easier to obtain than nitrogen, oxygen, and argon, and there is no risk that may be caused by gas leakage. The most important point is that the price of compressed air is very cheap. There is a constant supply of compressed air with an air compressor, and the cost is probably a fraction of the cost of using nitrogen.
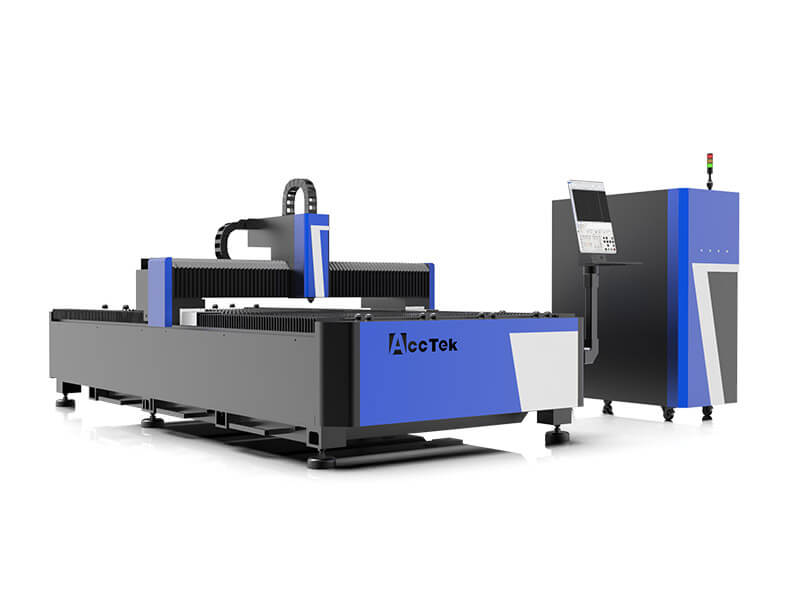
2. The advantage of high power
The size of the power is an important part of the price of the
fiber laser cutting machine. The greater the power, the higher the price and the greater the working efficiency of the product. Therefore, buyers can choose a cost-effective fiber laser cutting machine according to their personal needs and after assessing their production needs. Features of high-power fiber laser cutting machine
1) The signal transmission takes the form of electricity-light-electricity, and the light-emitting part and the light-receiving part are not in contact, which can avoid possible feedback and interference from the output end to the input end;
2) Strong ability to suppress noise interference;
3) It has the advantages of durability, high reliability and fast speed. The response time is generally within a few, and the response time of high-speed photoelectric couplers is even less than 10ns.
Therefore, when designing the circuit of the ultra-high-power
fiber laser cutting machine system, attention should be paid to the isolation between the input signal circuit and the single-chip microcomputer. Here, the use of photoelectric coupling is the most commonly used method.